

- 1.47 MB
- 2022-06-17 15:02:13 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
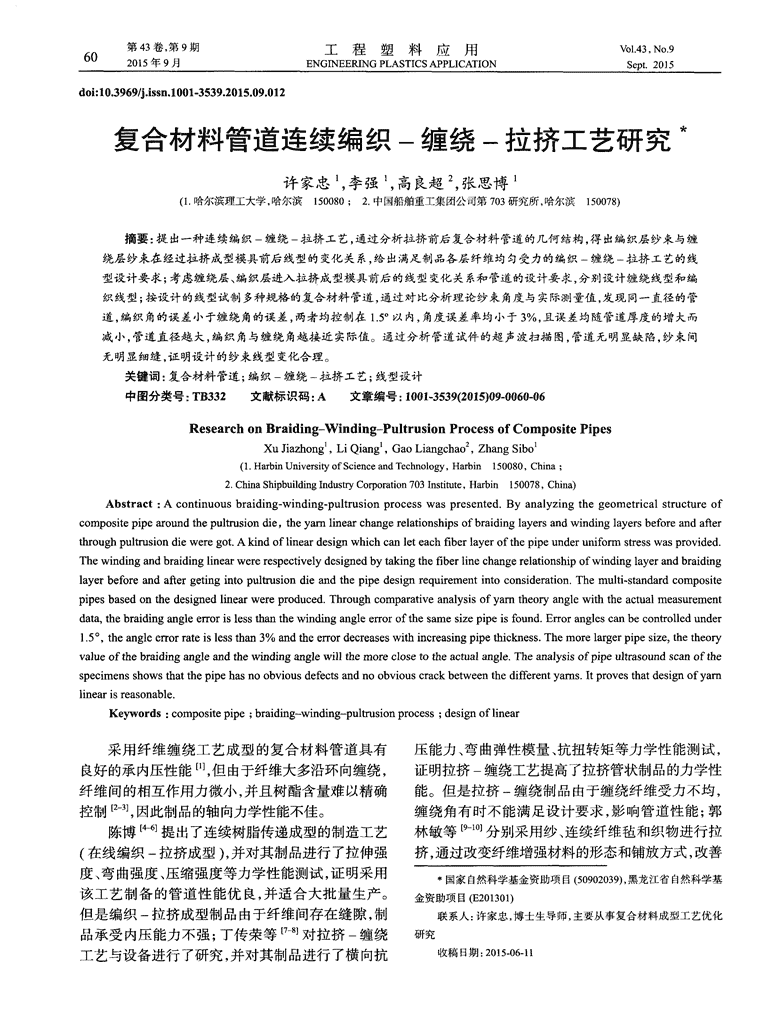
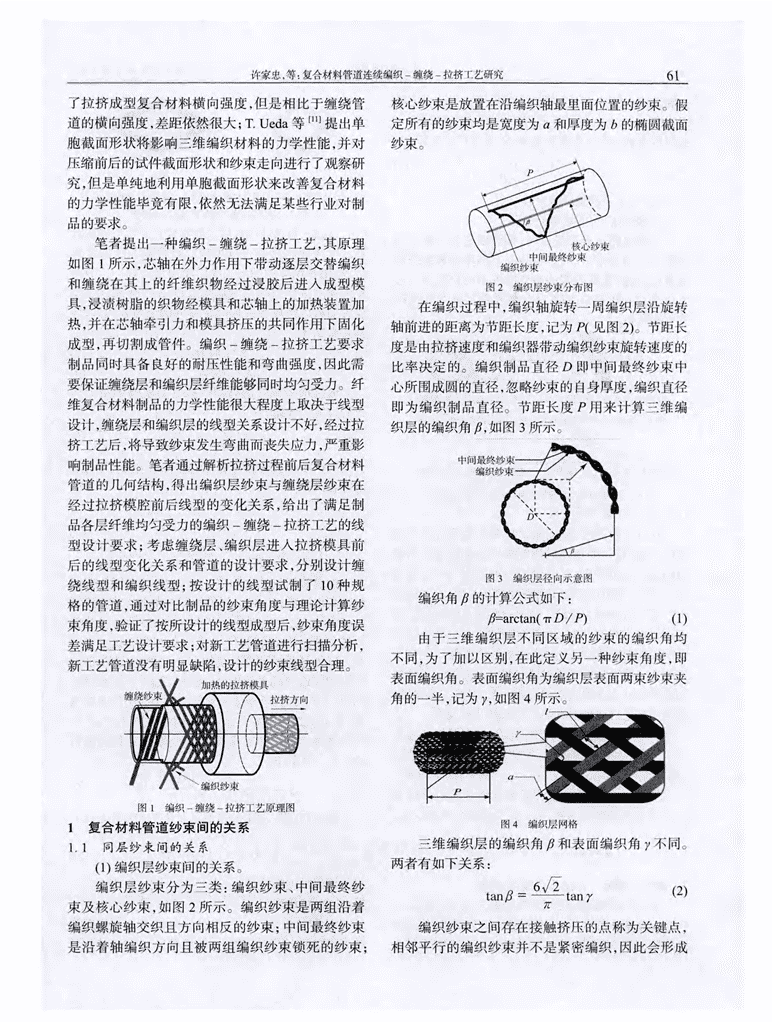
第43卷,第9期工程塑料应用V1.43.No.92015年9月ENGINEER1NGPLASTICSAPPLICATIONSept.2015doi:lO.3969/j.issn.1001-3539.2015.09.012复合材料管道连续编织一缠绕一拉挤工艺研究许家忠,李强,高良超,张思博(1.哈尔滨理工大学,哈尔滨150080;2.中国船舶重52集团公司第703研究所,哈尔滨150078)摘要:提出一种连续编织一缠绕一拉挤工艺,通过分析拉挤前后复合材料管道的几何结构,得出编织层纱束与缠绕层纱束在经过拉挤成型模具前后线型的变化关系,给出满足制品各层纤维均匀受力的编织一缠绕一拉挤工艺的线型设计要求;考虑缠绕层、编织层进入拉挤成型模具前后的线型变化关系和管道的设计要求,分别设计缠绕线型和编织线型;按设计的线型试制多种规格的复合材料管道,通过对比分析理论纱柬角度与实际测量值,发现同一直径的管道,编织角的误差小于缠绕角的误差,两者均控制在1.5。以内,角度误差率均小于3%,且误差均随管道厚度的增大而减小,管道直径越大,编织角与缠绕角越接近实际值。通过分析管道试件的超声波扫描图,管道无明显缺陷,纱束间无明显细缝,证明设计的纱柬线型变化合理。关键词:复合材料管道;编织一缠绕一拉挤工艺;线型设计中图分类号:TB332文献标识码:A文章编号:1001。3539(2015)09.0060.06ResearchonBraiding-Winding-PultrusionProcessofCompositePipesXuJiazhong,LiQiang‘,GaoLiangchao,ZhangSibo(1.HarbinUniversityofScienceandTechnology,Harbin150080,China;2.ChinaShipbuildingIndustryCorporation703Institute,Harbin150078,China)Abstract:Acontinuousbraiding—winding—pultrusionprocesswaspresented.Byanalyzingthegeometricalstructureofcompositepipearoundthepultrusiondie,theyamlinearchangerelationshipsofbraidinglayersandwindinglayersbeforeandafterthroughpultmsiondieweregot.Akindoflineardesignwhichcanleteachfiberlayerofthepipeunderuniformstresswasprovided.Thewindingandbraidinglinearwererespectivelydesignedbytakingthefiberlinechangerelationshipofwindinglayerandbraidinglayerbeforeandaftergetingintopultrusiondieandthepipedesignrequirementintoconsideration.Themulti—standardcompositepipesbasedonthedesignedlinearwereproduced.Throughcomparativeanalysisofyamtheoryanglewiththeactualmeasurementdata,thebraidingangleerrorislessthanthewindingangleerrorofthesamesizepipeisfound.Erroranglescanbecontrolledunder1.5。,theangleerrorrateislessthan3%andtheerrordecreaseswithincreasingpipethickness.Themorelargerpipesize,thetheoryvalueofthebraidingangleandthewindinganglewillthemoreclosetotheactualangle.Theanalysisofpipeultrasoundscanofthespecimensshowsthatthepipehasnoobviousdefectsandnoobviouscrackbetweenthedifferentyams.ItprovesthatdesignofyarnlineariSreasonable.Keywords:compositepipe;braiding-winding-pultrusionprocess;designoflinear采用纤维缠绕工艺成型的复合材料管道具有压能力、弯曲弹性模量、抗扭转矩等力学性能测试,良好的承内压性能[1],但由于纤维大多沿环向缠绕,证明拉挤一缠绕工艺提高了拉挤管状制品的力学性纤维间的相互作用力微小,并且树酯含量难以精确能。但是拉挤一缠绕制品由于缠绕纤维受力不均,控制[2-3],因此制品的轴向力学性能不佳。缠绕角有时不能满足设计要求,影响管道性能;郭陈博提出了连续树脂传递成型的制造工艺林敏等[9-10]分别采用纱、连续纤维毡和织物进行拉(在线编织一拉挤成型),并对其制品进行了拉伸强挤,通过改变纤维增强材料的形态和铺放方式,改善度、弯曲强度、压缩强度等力学性能测试,证明采用国家自然科学基金资助项目(50902039),黑龙江省自然科学基该工艺制备的管道性能优良,并适合大批量生产。金资助项目(E201301)但是编织一拉挤成型制品由于纤维间存在缝隙,制联系人:许家忠,博士生导师,主要从事复合材料成型工艺优化品承受内压能力不强;丁传荣等[7-8]对拉挤一缠绕研究工艺与设备进行了研究,并对其制品进行了横向抗收稿日期:2015-06—11
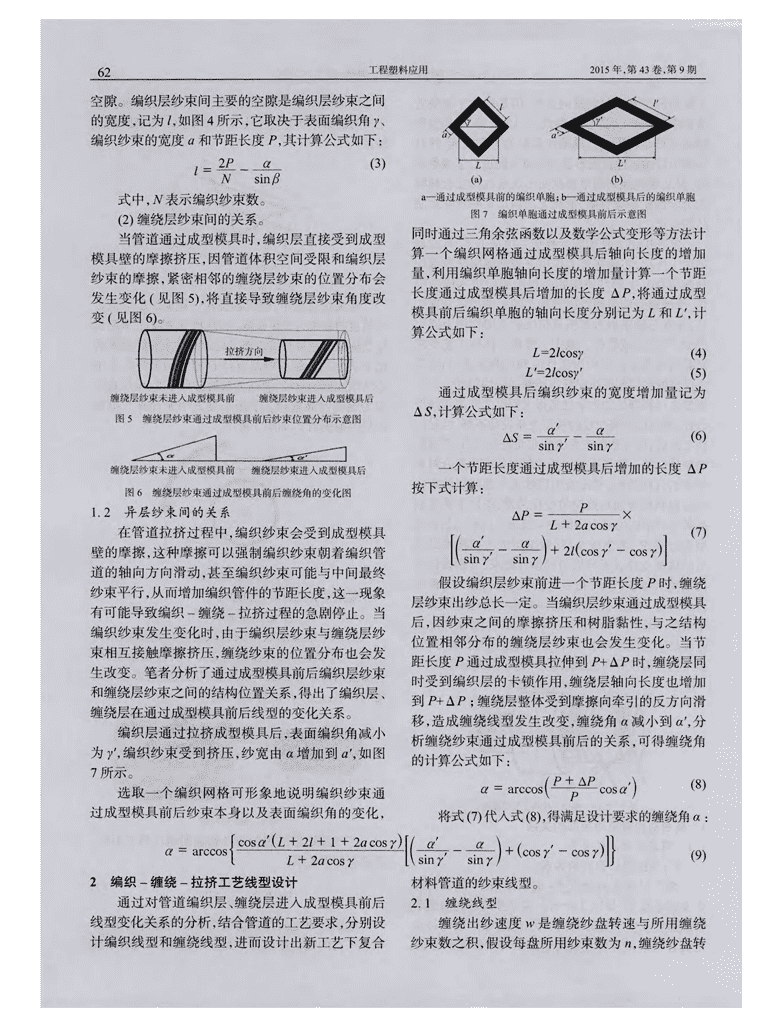
许家忠,等:复合材料管道连续编织一缠绕一拉挤工艺研究654结论ChenBo.TheCRTM(Braidingonline&pultrusionprocess1(1)通过分析复合材料管道通过拉挤模具前后TechnologyforManufacturingThinWallFREPRPipe[J].FiberComposites,2007,24(4):7—11.编织层纱束和缠绕层纱束的位置分布,利用菱形截[5]陈博.我国复合材料拉挤成型技术及应用发展情况分析[J].玻面的编织单胞,计算一个节距长度通过拉挤模具后璃钢/复合材料,2014(9):34-41.的变化量,从而得出复合材料管道编织层纱束和缠ChenBo.Developmentofthecompositespultrusionprocesses&绕层纱束的线型变化关系。applicationsinchina[J].FiberReinforcedPlastics/Composites,(2)考虑到编织层、缠绕层在成型模具前后线型2014(9):34-41.的变化关系和管道的设计要求,设计了新工艺管道[6]张国利,安鹏,刘娇,等.CRTM成型工艺参数对玻璃纤维增强复合材料空隙率及弯曲性能的影响[J】_天津大学学报,2015,编织层纱束线型与缠绕层纱束线型;通过分析管道34(2):1-5.三维编织角与缠绕角理论值与实验值两组数据可ZhangGuoli,AnPeng,LiuJiao,eta1.EffectofCRTMmolding知,编织角与缠绕角的实际测试值均小于理论值,且processparametersonporosityandflexuralperformanceofglass角度差范围控制在1.5。以内,设计的线型成型纱束fiberreinforcedcomposite[J].JournalofTianjinUniversity,2015,角度误差控制在3%以下,证明设计的纱束线型变34(2):1-5.[7】丁传荣.拉挤一缠绕设备与工艺技术研究[J】.纤维复合材料,化合理,可满足工艺设计要求。1998,21(4):21—24.(3)通过对厚度4.0mm试件超声波扫描图的DingChuanrong.Pultrusion-windingequipmentandtechnology分析可知,复合材料管道各层扫描图中都没有明显research[J].FiberComposites,1998,21(4):21-24.的缺陷标志——白斑,说明复合材料试件的每层纱[8]王卫东,冯刚,江平.共挤成型技术的研究与应用进展[J】.工程束倾胶均匀,纱束问没有明显缝隙。塑料应用,2014,42f4):131-134.WangWeidong,FengGang,JiangPing.Co—extrusiontechnology参考文献progressintheresearchandapplication[J].EngineeringPlastics[1]陈立军,吴凤琴,张欣宇,等.环氧树脂/碳纤维复合材料的成型Applications,2014,42(4):131-134.工艺与应用[J].工程塑料应用,2007,35(10):77—80.[9]郭林敏,董国华,费云鹏.改善拉挤成型复合材料横向强度的途ChenLijun,WuFengqin,ZhangXinyu,eta1.Epoxyresin/carbon径[J】.玻璃钢/复合材料,1998(1):17~19.fibercompositesmoldingprocessandapplication[J].EngineeringGuoLinmin,DongGuohua,FeiYunpeng.WaystoelevatethePlasticsApplication.2007.35(10):77—80.transversestrengthofpultrusioncomposites[J].FiberReinforced[2】ZhangJie.DevelopmentandspecificationsummaryofcompositePlastics/Composites,1998(1):17-19.gascylinderinChina[J].FiberComposites,2007(3):38-42.[10】罗鹏,齐俊伟,肖军,等.预浸料拉挤成型装备技术研究[J】.玻[3]何亚飞,矫维成,杨帆.树脂基复合材料成型工艺的发展[J】_纤璃钢/复合材料.2011(2):43__47.维复合材料,2011(2):7—13.LuoPeng,QiJunwei,XiaoJun,eta1.MoldingequipmentHeYafei,JiaoWeicheng,YangFan.Thedevelopmentofresintechnologyresearchofprepregpultrusion[J].FiberReinforcedmatrixcompositesmoldingprocess[J].JournalofFiberCompositePlastics/Composites,2011(2):43-47.Materials,201l(2):7—13.[11]UedaT,OhtaniA,NakaiA.eta1.Mechanicalpropertiesofsquare[4]陈博.CRTM(在线编织一拉挤成型)薄壁纤维增强环氧树脂管braidedfabric[J].AmericanSocietyofMechanicalEngineers,制造技术.纤维复合材料.2007,24(7):7—11.2002.2:19—23.赢创Jayhawk与Dixie合作开发环氧树脂固化剂产品。(中塑在线)热塑性环氧树脂固化剂韩国现代管业公司扩大塑料管道产能赢创Jayhawk精细化学品公司已与美国Dixie化学品韩国现代管业公司正在扩能并增加产品种类,以满足该公司签订了一份联合开发协议,共同研发新型热塑性环氧树国供水和石化工业的需求。脂固化剂。作为韩国现代集团的下属企业,现代管业将增加直径新型热塑性环氧树脂固化剂是赢创Jayhawk双酐和2.6nl的聚烯烃管道的产能。Dixie单酸酐的性能结合。该公司总裁表示,市场需要用塑料管道取代老化的铁赢创市场营销和业务发展总监BorysSchafran说:“新产管,高密度聚乙烯(PE.HD)管道的质量已大有改善,但还有品不仅满足客户的易用性需求,还提高了环氧树脂涂料、成些客户怀疑塑料管道,看不到其优越性。型化合物以及复合材料的性能。”该公司目前生产管道的最大直径为1.5ITI,是韩国前五Dixie公司预计,2016年初向将市场推人该新型热塑性大塑料管道企业之一。(慧聪塑料网)