

- 1.02 MB
- 2022-06-17 15:04:35 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
减纱工艺对变截面三维编织复合材料弯曲性能的影响/刘兆麟·85·减纱工艺对变截面三维编织复合材料弯曲性能的影响刘兆麟(河北科技大学纺织服装学院,石家庄050018)摘要减纱工艺可以实现变截面三维编织复合材料的净形制备,通过对不同减纱方案制备的单次减纱试件和具有不同减纱截面间距的两次减纱试件进行三点弯曲实验,研究了减纱工艺参数对变截面三维编织复合材料弯曲性能和破坏形态的影响。结果表明,行单元减纱试件的弯曲性能略高于整列减纱试件而显著优于切削试件,纱线断裂是减纱试件的主要失效机制,切削试件则以基体和界面损伤为主。两减纱截面间隔1—3个花节时,试件主要在第2个减纱截面附近发生破坏,而间隔4或5个花节时,弯曲破坏集中在两减纱截面的中间区域。随着减纱截面间距由1花节递增至4花节,试件的弯曲性能逐渐提高,而间距为5花节的试件则与间距4花节试件的弯曲性能基本相同。关键词变截面三维编织复合材料单次减纱方案两减纱截面间距弯曲性能破坏形态中图分类号:TB332文献标识码:AInfluenceofYarn—reductionTechniquesonBendingPropertiesofTapered3DBraidedCompositesLIUZhaolin(CollegeofTextileandGarments,HebeiUniversityofScienceandTechnology,Shijiazhuang050018)AbstractYarn-reductiontechniquescanrealizenet-shapepreparationoftapered3Dbraidedcomposites.Theinfluenceofyarn-reductionplansanddistancesbetweenyarn-reductioncross-sectionsonbendingpropertiesandfrac—turemorphologiesoftaperedcompositeswerestudied,respectively.ResultsshowthatbendingpropertiesoftherOWunityarn-reductioncompositesareslightlyhigherthanthoseofthecolumnyarn-reductioncompositesandsignificantlybetterthanthecutcomposites.Yarnbreakageistheprimaryfailuremechanismoftheyarn-reductioncomposites,whilematrixcrackingandinterfacialdebondingarethemaindamagemechanismsofthecutcomposites.Whenthedis—tancesbetweenyarn-reductioncross-sectionsare1pitchto3pitches,damagesmainlyoccurnearthesecondyarn-re—ductioncross—section.However,obviousdamagesarefoundinthecenterofthetwoyarn-reductioncross-sectionswhenthedistancesare4and5pitches.Asthedistancesbetweenyarn-reductioncross—sectionsincreasefrom1pitchto4pitches,bendingpropertiesofthecompositesincrease,too.However,compositeswith5pitchesdistancehavenear—lythesamebendingpropertiesascompositeswith4pitchesdistance.Keywordstapered3Dbraidedcomposites,yarn-reductionplans,distancesbetweenyarn-reductioncross-see—tions,bendingproperties,fracturemorphologies三维编织复合材料具有高度整体化的空间互锁网状结为了保证变截面三维编织复合材料力学性能的稳定与构,可以有效避免层合复合材料的分层破坏,断裂韧性、冲击可靠,其净形制备工艺受到越来越多的关注。LiE]在编织截损伤容限及抗疲劳特性优异_1],在航空航天、国防军工、汽车面尺寸离散变小的预型件时,使截面减小位置所对应的纱线船舶等领域均有着广泛的应用_2]。值得注意的是,绝大多不再参与交织,仅以直线形式附着在预型件表面或内部,编数三维编织复合材料在实际应用中并不是等截面结构件,而织过程结束后再将未参与交织的纱线剪去。Kostar等[8制是截面尺寸沿长度方向发生改变的变截面异形件,如风力发备截面面积连续变小的复合材料时,首先将预型件沿长度方电机叶片、飞机旋翼桨叶等]。目前,传统的编织工艺只能向合理分段,编织至各段终点处时再依次移除适量纱线,即制备等截面结构件,获得变截面试件的主要方法是对等截面借助截面面积的多次离散变化近似连续变化,固化后的复合试件进行切削、打磨等机械后加工,使增强纤维性能和预型材料呈现出渐变的外观。俞建勇等D-12将纱线划分为减纱件结构在加工过程中受到较大损伤,从而显著影响了变截面单元和添纱单元,当截面宽度或厚度需要改变时,分别选取三维编织复合材料的力学性能,也降低了生产效率,提高了至少2列或2行减、添纱单元实施减、添纱操作,从而实现了制造成本Es]。变截面预型件的净形编织,并给出了三维编织棱锥套与凹腰*国家自然科学基金(51103020);河北科技大学博士科研启动基金(QD2O1269)刘兆麟:女,1984年生,博士,讲师,研究方向为三维纺织结构复合材料E-mail:liuzhaolin0508@163.corn
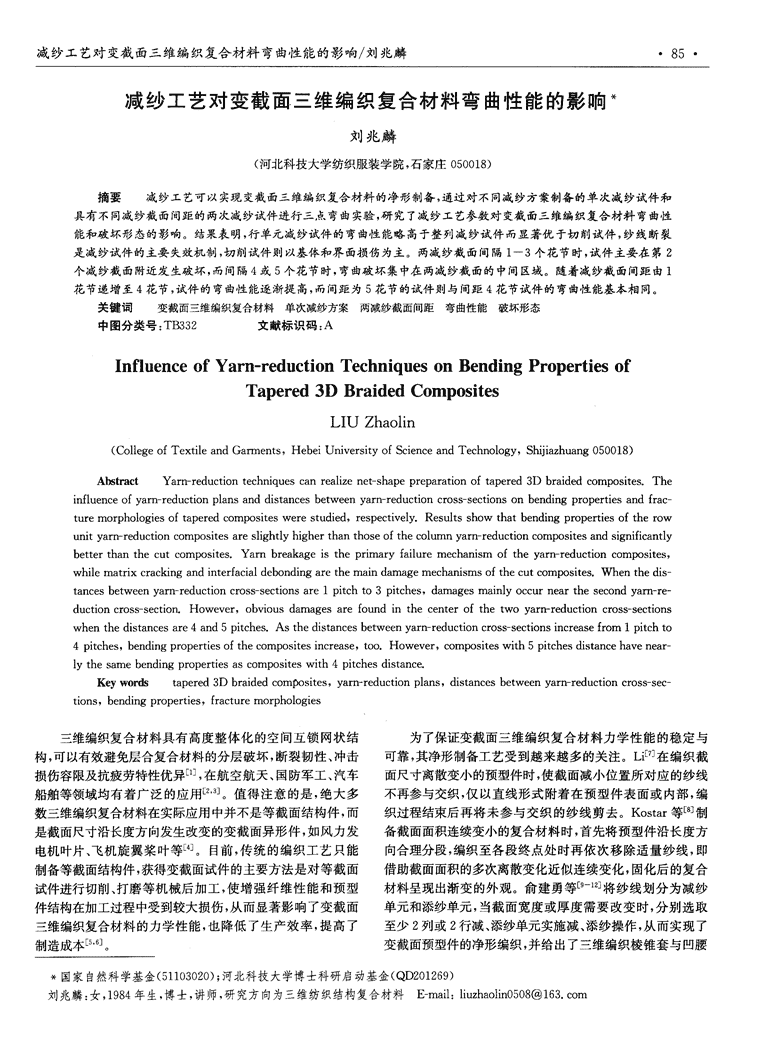
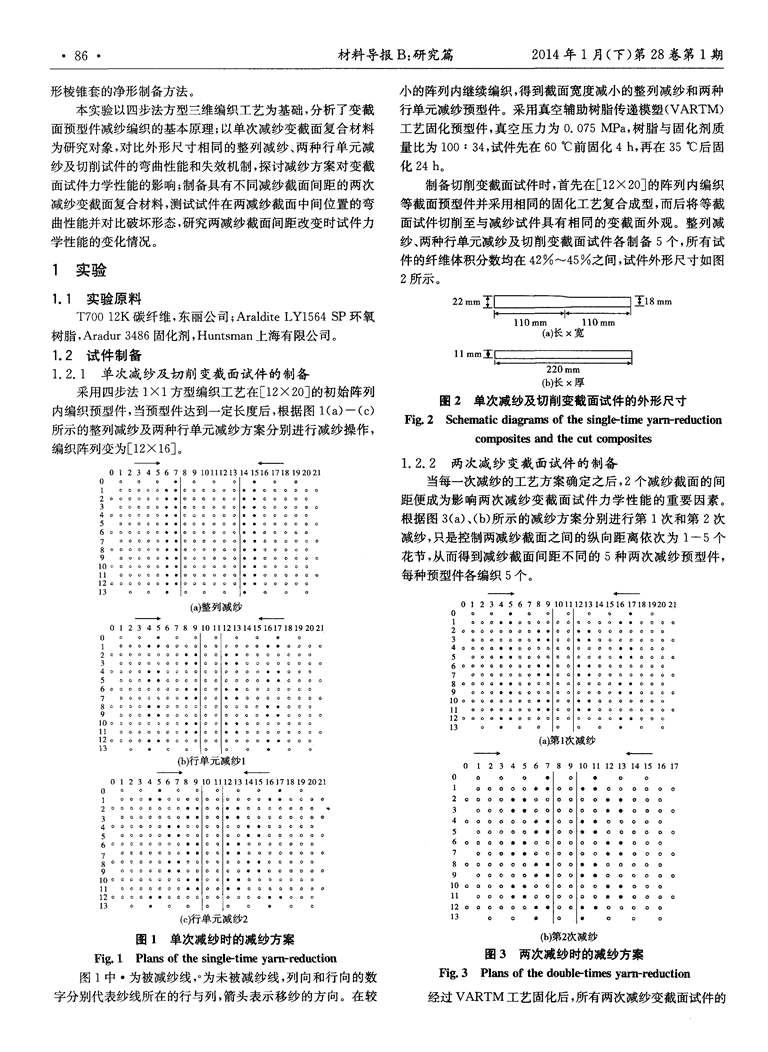
·86·材料导报B:研究篇2014年1月(下)第28卷第1期形棱锥套的净形制备方法。小的阵列内继续编织,得到截面宽度减小的整列减纱和两种023456789m¨本实验以四步法方型三维编织工艺为基础,分析了变截行单元减纱预型件采用真空辅助树脂传递模塑(VARTM)面预型件减纱编织的基本原理;以单次减纱变截面复合材料工艺固化预型件,真空压力为0.075MPa,树脂与固化剂质为研究对象,对比外形尺寸相同的整列减纱、两种行单元减量比为100:34,0试0件0先0在060O℃0前e固0化4—4h,再在35℃后固化24h。々00O※0e0~。●5纱及切削试件的弯曲性能和失效机制,探讨减纱方案对变截面试件力学性能的影响;制备具有不同减纱截面间距的两次制备切削变截面试件时,首先在[12×20]的阵列内编织;。。l;々n9减纱变截面复合材料,测试试件在两减纱截面中间位置的弯等截面预型件并采用相同的固化工艺。复合成型,而后将等截整曲性能并对比破坏形态,研究两减纱截面间距改变时试件力面试件切削至与减纱试件具有相同的变截面外观。整列减¨_纱减¨学性能的变化情况。纱、两种行单元减纱及切削变截面试件各制备5个,所有试件的纤维体积分数均在42%~45之间,试件外形尺寸如图1实验。2所示。一一71.1实验原料22mml!————1I18mm.T70012K碳纤维,东丽公司;AralditeLY1564sP环氧———·—————————————H●————————————·——l110mm110mm树脂,Aradur3486固化剂,Huntsman上海有限公司。(a)长x宽1.2试件制备¨一工E三三三三三三三220mm1.2.1单次减纱及切削变截面试件的制备(b)长x厚采用四步法l×1方型编织工艺在[12×20]的初始阵列图2单次减纱及切削变截面试件的外形尺寸内编织预型件,当预型件达到一定长度后,根据图1(a)一(c)Fig.2Schematicdiagramsofthesingle-timeyarn-reduction所示的整列减纱及两种行单元减纱方案分别进行减纱操作,composit~andthecutcomposit~编织阵列变为E1z×16]。—————●●----一1.2.2两次减纱变截面试件的制备n123467R91n1112114116171R19’n’1当每一次减纱的工艺方案确定之后,2个减纱截面的间距便成为影响两次减纱变截面试件力学性能的重要因素。根据图3(a)、(b)所示的减纱方案分别进行第1次和第2次减纱,只是控制两减纱截面之间的纵向距离依次为1—5个花节,从而得到减纱截面间距不同的5种两次减纱预型件,每种预型件各编织5个。O1234567891o1112131415161718192021o4。·々口l0l4·口1々0··0oo0l0l。。0o··。ea日2口oo0o0··l00l··a0o。30。000o··l口0l··0ee。04o0··o口。l0ol口0々··405o0口··0ooo1日ole《。··o0006o口o00··lol··o0000☆7o0000·●l0l●·00600008oooo··00。l4Al0⋯o··eoo9o。··☆0o。l口al0o0··口。。01ooo。o。。··l。口l··oo口o。。。11o00口。口··l4口l··eo☆。4。☆12。ob··。0。l。。l。oo。··0。。13。·oel口l。。·。。(a口书1次减纱—---——-_●----·一(b)行单元减纱1o1234567891o11121314l5l617——·————●●}————-一o123456789lo111213l4l516】718192O2lo00·10【·01000··a0口blool000··e0o02。。。。。。oe··I。al··o0。。043。。。。。口●·l。ol·●口o。。口。ee4000§0。··4々l口々l04··005。。0。··。。l。0l。。··00。oe600000。。··l0☆l··0。。0。。7。。。。。。。l。。l。‘。。。。。8。。。。。。’。。l。l。。。。。。。。9o。00··0ol0l。。··。。e。口010ee00e00··Iel··06。eI1000々··}0e{··$000o12。。。。··。。。l。0I。。。0··013。·。ol。10。·a。(c)行单元减纱2图1单次减纱时的减纱方案(b)第2次减纱Fig.1Plansofthesingle-timeyarn-reduction图3两次减纱时的减纱方案Fig.3Plansofthedouble-timesyarn-reduction图1中·为被减纱线,。为未被减纱线,列向和行向的数字分别代表纱线所在的行与列,箭头表示移纱的方向。在较经过VARTM工艺固化后,所有两次减纱变截面试件的
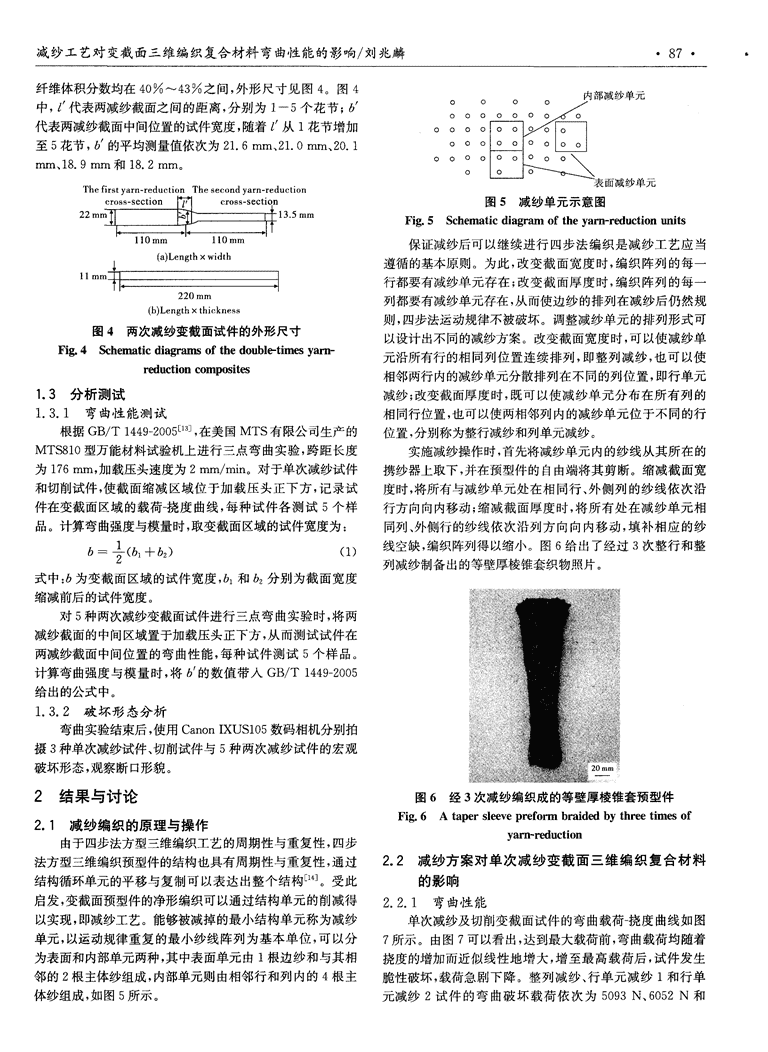
减纱工艺对变截面三维编织复合材料弯曲性能的影响/刘兆麟·87·纤维体积分数均在40~43之间,外形尺寸见图4。图4减纱单元中,z代表两减纱截面之间的距离,分别为l一5个花节;b代表两减纱截面中间位置的试件宽度,随着z从1花节增加至5花节,b的平均测量值依次为21.6mm、21.0mm、20.1mm、18.9mm和18.2mm。面减纱单元图5减纱单元示意图22Fig.5Schematicdiagramoftheyarn-reductionunits保证减纱后可以继续进行四步法编织是减纱工艺应当(a)Length×width.遵循的基本原则。为此,改变截面宽度时,编织阵列的每一¨一耗三三三三三三行都要有减纱单元存在;改变截面厚度时,编织阵列的每一列都要有减纱单元存在,从而使边纱的排列在减纱后仍然规(b)Length×thickness则,四步法运动规律不被破坏。调整减纱单元的排列形式可图4两次减纱变截面试件的外形尺寸以设计出不同的减纱方案。改变截面宽度时,可以使减纱单Fig.4Schematicdiagramsofthedouble-timesyarn-元沿所有行的相同列位置连续排列,即整列减纱,也可以使reductioncomposites相邻两行内的减纱单元分散排列在不同的列位置,即行单元1.3分析测试减纱;改变截面厚度时,既可以使减纱单元分布在所有列的1.3.1弯曲性能测试相同行位置,也可以使两相邻列内的减纱单元位于不同的行根据GB/T1449—2005~”],在美国MTS有限公司生产的位置,分别称为整行减纱和列单元减纱。MTS810型万能材料试验机上进行三点弯曲实验,跨距长度实施减纱操作时,首先将减纱单元内的纱线从其所在的为176mm,加载压头速度为2mm/min。对于单次减纱试件携纱器上取下,并在预型件的自由端将其剪断。缩减截面宽和切削试件,使截面缩减区域位于加载压头正下方,记录试度时,将所有与减纱单元处在相同行、外侧列的纱线依次沿件在变截面区域的载荷一挠度曲线,每种试件各测试5个样行方向向内移动;缩减截面厚度时,将所有处在减纱单元相品。计算弯曲强度与模量时,取变截面区域的试件宽度为:同列、外侧行的纱线依次沿列方向向内移动,填补相应的纱线空缺,编织阵列得以缩小。图6给出了经过3次整行和整b=÷(6+b:)(1)列减纱制备出的等壁厚棱锥套织物照片。式中:b为变截面区域的试件宽度,b和b分别为截面宽度缩减前后的试件宽度。对5种两次减纱变截面试件进行三点弯曲实验时,将两减纱截面的中间区域置于加载压头正下方,从而测试试件在两减纱截面中间位置的弯曲性能,每种试件测试5个样品。计算弯曲强度与模量时,将b的数值带入GB/T1449—2005给出的公式中。1.3.2破坏形态分析弯曲实验结束后,使用CanonIXUS105数码相机分别拍摄3种单次减纱试件、切削试件与5种两次减纱试件的宏观破坏形态,观察断口形貌。2结果与讨论图6经3次减纱编织成的等壁厚棱锥套预型件Fig.6Atapersleevepreformbraidedbythreetimesof2.1减纱编织的原理与操作yarn-reduction由于四步法方型三维编织工艺的周期性与重复性,四步法方型三维编织预型件的结构也具有周期性与重复性,通过2.2减纱方案对单次减纱变截面三维编织复合材料结构循环单元的平移与复制可以表达出整个结构_1。受此的影响启发,变截面预型件的净形编织可以通过结构单元的削减得2.2.1弯曲性能以实现,即减纱工艺。能够被减掉的最小结构单元称为减纱单次减纱及切削变截面试件的弯曲载荷一挠度曲线如图单元,以运动规律重复的最小纱线阵列为基本单位,可以分7所示。由图7可以看出,达到最大载荷前,弯曲载荷均随着为表面和内部单元两种,其中表面单元由1根边纱和与其相挠度的增加而近似线性地增大,增至最高载荷后,试件发生邻的2根主体纱组成,内部单元则由相邻行和列内的4根主脆性破坏,载荷急剧下降。整列减纱、行单元减纱1和行单体纱组成,如图5所示。元减纱2试件的弯曲破坏载荷依次为5093N、6052N和
·1O2·材料导报B:研究篇2014年1月(下)第28卷第1期propertiesandintrinsicstrengthofmonolayergraphene[,J].表征口].材料导报:研究篇,2012,26(6):114Science,2008,321(5887):38519YangYonggang,ChenChengmeng,eta1.Oxidizedgra—8PonomarenkoLA,SchedinF,KatsnelsonMI,eta1.pheneandgraphenebasedpolymercompositesI-J].NewChaoticdiracbilliardingraphenequantumdots[J].Sci—CarbonMater,2008,23(3):193ence,2008,320(5874):356杨永岗,陈成猛,等.氧化石墨烯及其与聚合物的复合[J].9YangYH,BoilingL,PrioloMA,eta1.Graphene:Super新型碳材料2008,23(3):193gasbarrierandselectivityofgrapheneoxide-polymermulti—2oLianP,ZhuX,LiangS,eta1.Largereversiblecapacityoflayerthinfilms[J].AdvMater,2013,25(4):493highqualitygraphenesheetsasananodematerialforlithium-10ReinaA,JiaX,HoJ,eta1.Largearea,few-layergrapheneionbatteries[,J].ElectrochimActa,2010,55(12):3909filmsonarbitrarysubstratesbychemicalvapordeposition21McAllisterMJ,LiJL,AdamsonDH,eta1.SinglesheetLJ].NanoLett,2009,9(1):30functionalizedgraphenebyoxidationandthermalexpansion11StankovichS,DikinDA,DommettGHB,eta1.Gra—ofgraphite[,J].ChemMater,2007,19(18):4396phene-basedcompositematerials[J].Nature,2006,442:28222GaoZ,YangW,WangJ,eta1.Electrochemica1synthesis12GuisingerNP,RutterGM,CrainJN,eta1.Exposureofoflayer-by-layerreducedgrapheneoxidesheets/polyanilineepitaxialgrapheneonSiC(0001)toatomichydrogen[J].nanofiberscompositeanditselectrochemicalperformanceNanoLett,2009,9(4):1462[J].ElectrochimActa,2013,91:18513QiY,RhimSH,SunGF,eta1.EpitaxialgrapheneonSiC23TuinstraF,KoenigJLRamanspectrumofgraphiterJ].J(0001).Morethanjusthoneycombs["J].PhysRevLett,ChemPhys,1970,53(3):11262010,105(8):08550224YangH,HernandezY,SchlierfA,eta1.Asimplemethod14CorauxJ,eta1.StructuralcoherencyofgrapheneonIr(111)forgrapheneproductionbasedonexfoliationofgraphitein[J].NanoLett,2008,8(2):565waterusing1一pyrenesulfonicacidsodiumsalt[J].Carbon。15SutterPW,FlegeJI,SutterEAEpitaxialgrapheneon2013,53:357ruthenium[J].NatMater,2008,7:40625LiX,CaiW,AnJ,eta1.Large-areasynthesisofhigh-qua-16ParkS,RuoffRS.Chemicalmethodsfortheproductionoflityanduniformgraphenefilmsoncopperfoils[J].Science,graphenes[J].NatNano,2009,4:2172009,324(5932):131217Fernadndez-MerinoMJ,GuardiaL,ParedesJI,etaI_Vi—26WuZS,RenW,GaoL,eta1.Synthesisofhigh-qualitygra—taminCisanidenlsubstituteforhydrazineinthereductionphenewithapre-determinednumberoflayers[J].Carbon,ofgrapheneoxidesuspensions[,J].JPhysChemC,2010,2009,47(2):493114(14):642627FerralisN,KawasakiJ,MaboudianR,eta1.Evolutionin18ChenRuican,WangHaiyan,HanYonggang,eta1.Synthe—surfacemorphologyofepitaxialgraphenelayersOilSiCin—sisandcharacterizationofgrapheneviaoxidationreductionducedbycontrolledstructuralstrain[J].ApplPhysLett,口].MaterRev:Res,2012,26(6):1142008,93(19):191916陈瑞灿,王海燕,韩永刚,等.氧化还原法制备石墨烯及其(责任编辑周媛媛)(上接第9O页)12刘丽芳,刘兆麟,俞建勇,等.一种凹腰形棱锥套织物的三8KostarTD,ChouTW.Ametbodologyforcartesianbrai-维编织制备方法:中国,201110004633.6[P].2011—01—11dingofthree-dimensionalshapesandspecialstructures[,J].13全国纤维增强塑料标准化技术委员会.GB/T1449—2005纤JMaterSci,2002,37(13):2811维增强塑料弯曲性能测试标准[s].北京:中国标准出版社,9俞建勇,刘兆麟,刘丽芳.变截面三维编织预型件的净形2005制备方法:中国,201010596146.9[P].2010—12—2O14ChertL,TaoXM,CboyCL.Onthemicrostruetureof1O俞建勇,刘兆麟,刘丽芳,等.三维编织异形预制件的添纱three-dimensionalbraidedpreforms[J].ComposSciTechn,编织方法:中国,201110004624.7[P].2011—01—111999,59(3):391l1刘丽芳,刘兆麟,俞建勇,等.三维编织棱锥套的净形制备(责任编辑余波)方法:中国,201110004632.1[P].2011—01—11