

- 357.99 KB
- 2022-06-17 15:04:26 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
中华人民共和国轻工行业标准QB/T1925.2一1993一般用途镀锌低碳钢丝编织网六角网1主魔内容与适用范围本标准规定了一般用途镀锌低碳钢丝编织的六角网的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准适用于建筑保温、防护、围栏等一般用途的金属丝编织的六角网。2引用标准GB/T701普通低碳钢热轧回盘条GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T2972镀锌钢丝锌层硫酸铜试验方法GB/T2973.1镀锌钢丝锌层重量试验方法GB/T3081一般用途热镀锌低碳钢丝GB/T9972一般用途电被锌低碳钢丝3产品分类3.飞按镀锌方式分3.1.1先编后镀网代号为B,3.1.2先电镀锌后织网代号为D,3.1.3先热镀锌后织网代号为R.3.2按编织型式分3.2.1单向搓捻式代号为Q,见图1.3.2.2双向搓捻式代号为S,见图2,3.2.3双向搓捻式有加强筋代号为J,见图3,3.3产品代号LW甲甲甲一L网长X网宽(以米为单位)网孔X丝径编织型式镀锌方式六角网中华人民共和国轻工业部1994-01一06批准1994一08一01实施
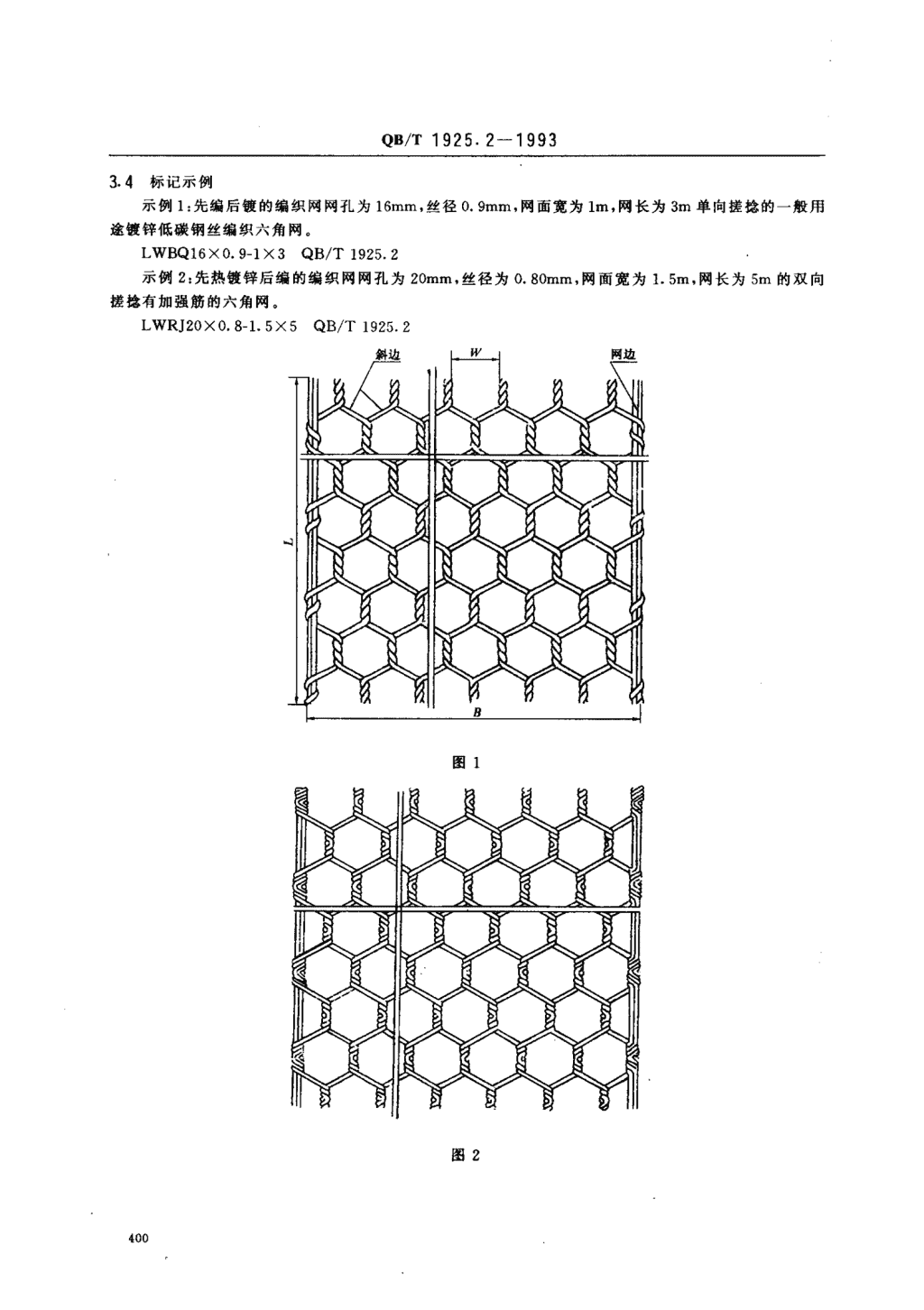
标准分享网www.bzfxw.com免费下载QB/"r1925.2一19933.4标记示例示例1:先编后镀的编织网网孔为16mm,丝径0.9mm,网面宽为lm,网长为3m单向搓捻的一般用途镀锌低碳钢丝编织六角网。LWBQ16X0.9-1X3QB/T1925.2示例2:先热镀锌后编的编织网网孔为20mm,丝径为0.80mm,网面宽为1.5m,网长为Sm的双向搓捻有加强筋的六角网。LWRJ20X0.8-1.5X5QB/T1925.2图1图2
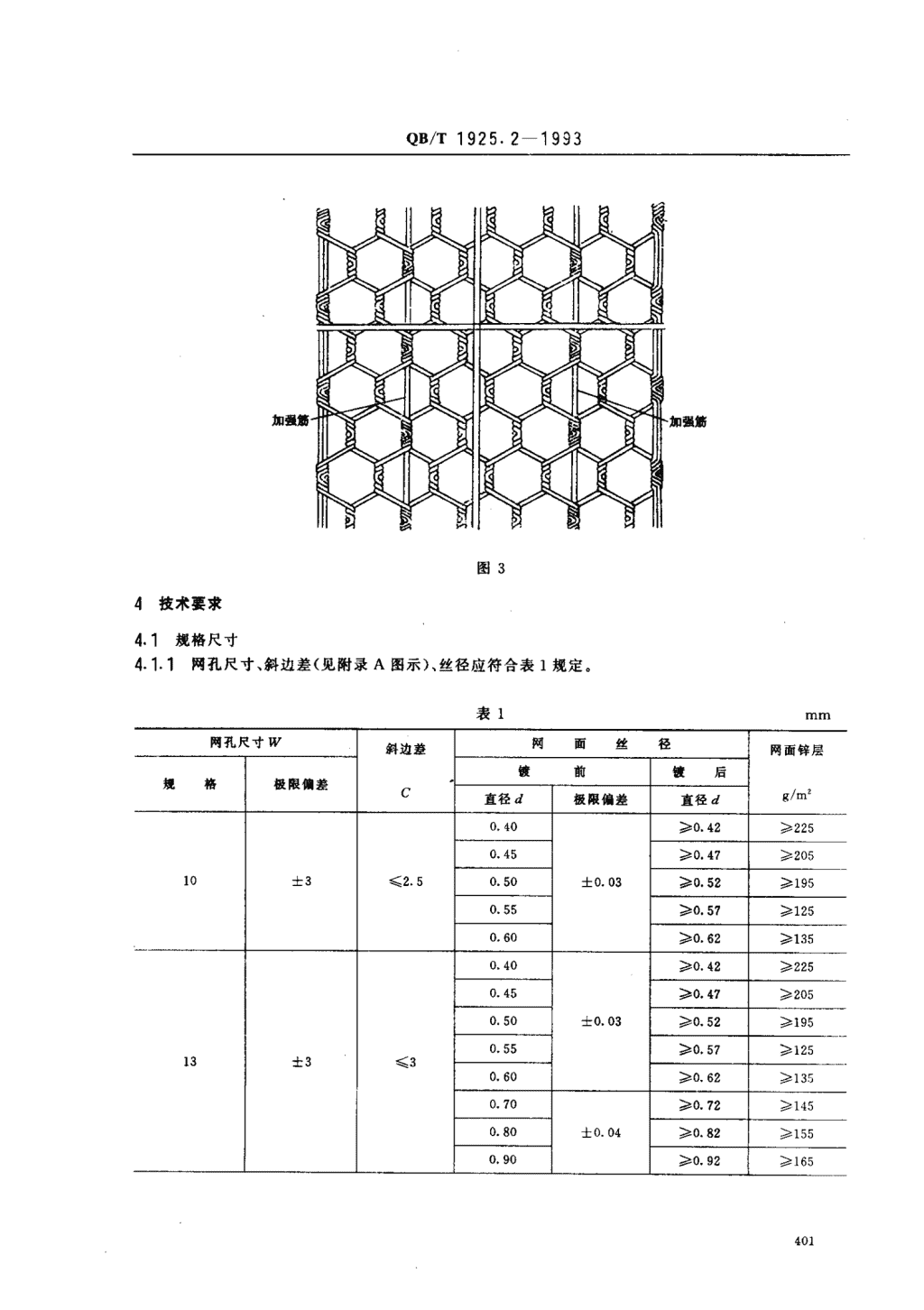
QB/T1925.2一1993加强筋图34技术要求4.1规格尺寸4.1.1网孔尺寸、斜边差(见附录A图示)、丝径应符合表1规定。表1mm网孔尺寸W网面丝径斜边差网面锌层镀前被后规格极限偏差Cg/m"直径d极限偏差直径d0.40>O.42>2250.45>O.47>20510士3簇250.50士0.03妻0.52>1950.55>O.57>1250.60>O.62>1350.40李0.42>2250.45>O.47)2050.50士0.03夯0.52>1950.55>O.57>12513土3《30.60>0.62>1350.70>O.72>1450.80士0.04》0.82>1550.90妻0.92)165401
标准分享网www.bzfxw.com免费下载Qs/T1925.2一1993续表1们1111网孔尺寸W斜边差网面丝径网面锌层镀前被后规格极限偏差Cg/m"直径d极限偏差直径d0.40>O.42)500.45>O.47>600.50士0.03>O.52>700.55>O.57>8016士3簇40.60>O.62>900.70妻0.72》1000.80士0.04>O.82>1100.90>O.92>1200.40>O.42>200.45>O.47妻300.50士0.03>O.52>400.55妻0.57>5020士3镇50.60>O.62妻600.70>0.72>700.80士0.04妻0.82>800.90妻0.92>901.00士0.05>-I.02李1000.40>O.42>200.45>O.47>200.50士0.03妻0.52>300.55妻0.57>400.60>O.62>500.70妻0.72妻6025士3(6.50.80土0.04>0.82>700.90妻0.92>801.00>I.02>901.10》l.12)100士0.051.20>-I.22)1101.30妻1.32妻1200.45》0.47)300.50)O.52妻3530士4《7.5士0.030.55)0.57)400.60李0.62李45402
QB/T1925.2一1993续表1nlnl网孔尺寸W面丝径斜边差网面锌层镀被后极限偏差直径d鬓丽干直径d9/rnZ0.70李072李50到0‘80士0.04李55-到书0.90妻65士4李1.02)75李102)85士0.05)1.22李95妻1_32)105﹂德李0.52)25士0.03)0,57李30)0.62李35德)072)40士0.04)0.82李45士5)092)55到妻65-﹂井到李75士0.05)1.22)85)1.32李95)0.52李20书士0.03)0.57李20)0.62)25李0.72)30士004)082)35士6度李0.92妻40李1.02爹45李1.12李50士0.05到一竺乡132403
标准分享网www.bzfxw.com免费下载QB/T1925.2一1993续表1网孔尺寸W网面丝径斜边差网面锌层钱前镀后规格极限偏差c直径d极限偏差直径dg/m,0.50>O.52妻200.55士0.03>O.57夯200.60>O.62李200.70妻0.72>200.80士0.04>O.82李2075士125120.90夯0.92>251.00妻1.02>301.10>l.12>35士0.051.20势1.22李401.30>l.32>45注:网孔斜边差就是两根相邻金属丝组成网孔斜边长短之差。4.1.2网面长度L和宽度B应符合表2规定。表2长度L宽度B类别荃本尺寸极限偏差基本尺寸极限偏差25000500300001000B型)0士2.5,0/u150050000200025000500300001000D型,R型)0士1.5%15005000020004.2锌层与材料4.2.1锌层4.2.1.1B型网的网面锌层重量应符合表1规定;D型网的锌层重量应符合GB/T9972中表41组的规定;R型网的锌层重f应符合GB/T3081中表41组的规定。4.2.1.2B型网、R型网均需进行锌层均匀度试验并判定。4.2.2材料4.2.2.1电镀锌钢丝的机械性能应符合GB/T9972中5.2条的规定。4.2-2.2热镀锌钢丝的机械性能应符合GB/T3081中3.2.1条的规定。4.2.2.3B型网的金属线材应符合GB/T701中规定的乙类钢要求。4.3丝径4.3.1B型网应符合表1规定。4.3.2D型网应符合GB/T9972规定,R型网应符合GB/T3081规定。
QB/T1925.2一19934.4表面质量4.4.1同一卷网面应由同一种丝径规格的金属丝组成,网面内混人相邻规格丝径其根数不得超过网面总根数的5%,不相邻规格不允许混人4.4.2网面波幅高度:B型网不大于100mm,D型,R型网不大于80mm,见附录A图示。4.4.3网面断丝不得超过表3中规定值,见附录A图示。表3丝径面积,mZ处数根数0.5^0.6010120.7-0.9020121.00-1.4030114.4.4锌层均匀、色泽基本一致。4.4.5网面不得有破洞、锈蚀,锌层无露底。5试脸方法5.1规格、尺寸的试验5.1.1对4.1.1条网孔尺寸测量:用示值为。.5mm钢直尺横向连续测量10个净孔径网孔,取平均值,网边内两个网孔和首尾端各2m内不作测量。5.1.2网孔斜边差测A:用示值为0.5mm钢直尺连续测量10个网孔斜边差,取平均值。5.1.3对4.1.2网面长度测量:将网自然展开,置于平面上,用示值为lmm的皮卷尺测量。网面宽度侧A:用示值为lmm钢卷尺侧量。测量次数不少于3次,取平均值,首尾两端各2m内不作测量。5.2锌层与材料试验5.2.1锌层试验5.2.1.1对4.2.1.1条B型网,D型网、RM网的锌层重A的测定,按GB/T2973.1进行,试样应取网面任意处l00mmXl00mm二块。5.2.1.2对4.2.1.2条B型网、R型网的锌层均匀度测定,按GB/T2972的规定进行,按GB/T3081中表4.组规定判定,试样应取网面任意处l00mmXl00mm二块。5.2.2材料试验5.2.2.1对4.2.2.1条按GB/T9972中6.2条进行试验。5.2.2.2对4.2.2.2条按GB/T3081中4.2条进行试验。5.2.2.3对4.2.2.3条参照6.2.2.2条进行。5.3丝径测量B型网应去除锌层后,测镀前尺寸,测量用示值为0.Olmm百分尺进行;D,R型网的测量用示值为0.Olmm百分尺进行。5.4表面质t5.4.1对4.4.1条混丝用示值为0.Olmm百分尺,测量同一卷网中连续相邻的金属丝不少于20根,不足20根全数检查。5.4.2对4.4.2条的测量:将网自然展开3m置于平面上,可作一次整理后,用示值为0.5mm的钢直尺以平面为基准侧量高度。5.4.3对4.4.3条按表3规定目测进行。5.4.4对4.4.4,4.4.5条目测进行
标准分享网www.bzfxw.com免费下载QB/"r1925.2一19936检验规则正常批量生产的产品质量检验分为逐批检验和周期检验。6门逐批检验的抽样方案和检查判定规则6.1门每批产品出厂前都应按标准规定的逐批检验项目进行检验,逐批检验的抽样检查应符合GB/T2828的规定。6.1.2逐批检验采用一般检查水平I,一次抽样方案,不合格类别、检验项目、合格质量水平(AQL)按表4规定。表4不合格类别检验项目检验条款合格质盘水平(AQ工)网孔规格、尺寸4.1.1B网面长度和宽度4.1.26.5网面破洞、礴底4.4.5斜边差表2丝径4.3混丝4.4.1C10网面波幅4.4.2断丝4.4.3锌层均匀4.4.46.1.3对7.1条标志、7.2条包装抽取二卷作为样本,检验应全部合格。6.2周期检查的抽样方案和检查判别6.2.1正常批量生产的产品应按标准规定的周期检查项目定期进行周期性检查,周期检查的抽样检查应符合GB/T2829的规定。6.2.2在产品连续批f生产条件下,每半年应抽样进行一次周期检查。6.2.3样本的抽取与样本的检查应符合GB/T2829中4.9,4.10条的规定。6.2.4周期检查采用判别水平,,一次抽样方案,检验项目、检验条款、判定数组、样本数和不合格质量水平(RQI)按表5规定。表5判定数组检脸项目检验条歌样本数不合格质量水平(RQL)A}R}锌层4.2.101265材料4.2.26.3型式检验6.3.1有下列情况之一时,应按标准中规定的技术要求全部内容进行检验(必要时由双方协议,可增加试验项目)。a.新产品或老产品转厂生产的试制定型鉴定;b.正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c.产品长期停产后,恢复生产时;d.国家质量监督机构提出进行型式检验的要求时。6.3.2型式试验为全性能试验,其判别水平、合格判定数组参照6.1及6.2条执行。
QB/"r1925.2一1993了标志、包装、运输、贮存了.1标志7.1.1产品出厂应附有合格证,产品合格证内容:a.产品名称;b产品标记;c.商标;d.制造厂名;e.检验员代号;f.检验日期。7.1.2包装标志内容:a.产品名称;b.产品标记。c.数量;d.重量;e.商标;f制造厂名;9.制造日期。了,2包装产品用卷筒式包装,外衬用防护纸或塑料膜包裹,用镀锌丝捆扎并附有产品合格证。了.3运输产品运输工具应清洁、干燥,严禁淋雨受潮,装卸应防损坏包装.了.4贮存产品应贮存在空气流通、干操并无腐蚀性气体的仓库中,若产品置于底层仓库中,应离地面200mm.产品在上述贮存条件下,自制造日期起保质期为一年。
标准分享网www.bzfxw.com免费下载Qs/"r1925.2一1993附录A六角网缺陷圈示(参考件)A1断丝六角网包装卷得紧,体积小,容易造成网面断丝,或自身勾断。丝径越细,断丝率越高。图A1A2波.(荷叶边)网边呈现波浪形。图A2A3松紧丝(勒丝)由于某些铁丝拉力不均,使网孔六角形成斜形网孔。
Qa/T1925.2一1993图A3附加说明:本标准由轻工业部质t标准司提出。本标准由全国建筑五金标准化中心归口。本标准由上海金属丝网二厂、天津金属网一厂、上海市建筑五金工业研究所负责起草本标准参照采用DIN1200《六角型网孔金属丝网》。自本标准实施之日起,原轻工业部部标准SG315-1983《六角网》作废。