

- 3.52 MB
- 2022-06-17 15:01:11 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
航空学报ActaAeronauticaetAstronauticaSinicaJul.252015V01.36No72244.2250ISSN1000—6893ON11-1929/Vhttp:Ehkxb.buaa.edu.CRhkxb@buaa.edu.C13三维全五向编织预制件渗透率研究刘振国*,欧家骏,胡龙,王一博,黄祥北京航空航天大学航空科学与工程学院,北京100191摘要:为了获得三维全五向编织预制件的渗透率数据,并研究其随编织工艺参数变化的规律,基于三维全五向编织复合材料内部单胞细观结构和编织预制件孔隙的双尺度特点,建立了用于进行编织预制件渗透率仿真计算的模型。施加周期性边界条件,利用Fluent的两相流模型,对三维全五向编织预制件沿轴向和垂向的树脂填充过程进行仿真计算,获得了不同编织角下预制件的轴向和垂向的非饱和渗透率。同时利用径向法实验对不同编织角的三维全五向编织预制件的渗透率进行了测量。将实验结果与仿真计算结果进行对比,两者的渗透率随编织角变化趋势一致,实验值与计算值吻合较好。关键词:复合材料;三维编织;渗透率;树脂传递模塑;径向法中图分类号:V254.2;TB332文献标识码:A文章编号:1000—6893(2015)07—2244—07三维编织复合材料作为先进复合材料的~种,其空间交织的纤维结构,克服了传统复合材料层问性能差的缺点,提高了冲击强度和损伤容限[1屯]。同时,由于三维编织预制件纤维结构的可设计性[3],使得三维编织复合材料能够在复杂载荷工况下发挥作用。近年来,运用三维编织技术生产的复合材料整体结构件在航空航天等领域得到越来越多的应用。三维全五向编织复合材料在内部细观结构上与三维五向编织复合材料有所不同,两者相比,前者提高了轴向纱比例,增强了材料的轴向性能,使其能在结构件上发挥更好的作用[4]。树脂传递模塑(RTM)工艺是三维编织复合材料最常用的成型方法之一。RTM工艺具有成本低、污染小、加工出的零件尺寸精度高等优点。但在进行RTM工艺时,可能会产生干斑等工艺缺陷‘5|。为了减少工艺缺陷,提高制件质量,需要对RTM充模方案进行科学的设计。常用的方法是通过模拟RTM工艺过程中模具内树脂流场,根据不同时刻树脂流动前缘,找到可能发生缺陷的位置,对RTM工艺进行合理的设计改进卟据]。而要进行这项工作,根据预制件的细观结构特点,获得渗透率参数是基础。国内外大量学者对三维编织复合材料的渗透率进行了研究[9。11|,在渗透率的实验测量方法和基于编织预制件结构的渗透率分析等方面取得了卓有成效的成果。但是目前为止,对于三维全五向编织预制件渗透率的研究极少,并且缺乏相关实验数据。本文通过仿真计算和径向法实验对三维全五向编织预制件的渗透率进行了研究。1理论基础树脂在预制件中的流动过程满足牛顿流体在多孔介质中的流动规律,即流动遵循达西收稿日期:2014.09-12;退修日期:2014.10-09;录用日期:2014-11·28;网络出版时间:2014—12—1713:55网络出版地址:WWW.cnkinet/kcms/doi/107527/81000-6893.20140328.html*通讯作者Tel:010-51735005E—mail:liuzg@buaaedu.orl引搠格武;LmzG.OuJJ.HuL。etaLResearchOnpermeabilityof3D划|five-directionalbraidedpreforms[d2.ActaAeronauticaetAstro-nauticaSinica.2015.36(7):2244-2250.裔j振国.欧家骏.胡龙。等。三维垒五向编织预裁件渗透率研究[J]航空学报.2015.36(7):2244-2250.
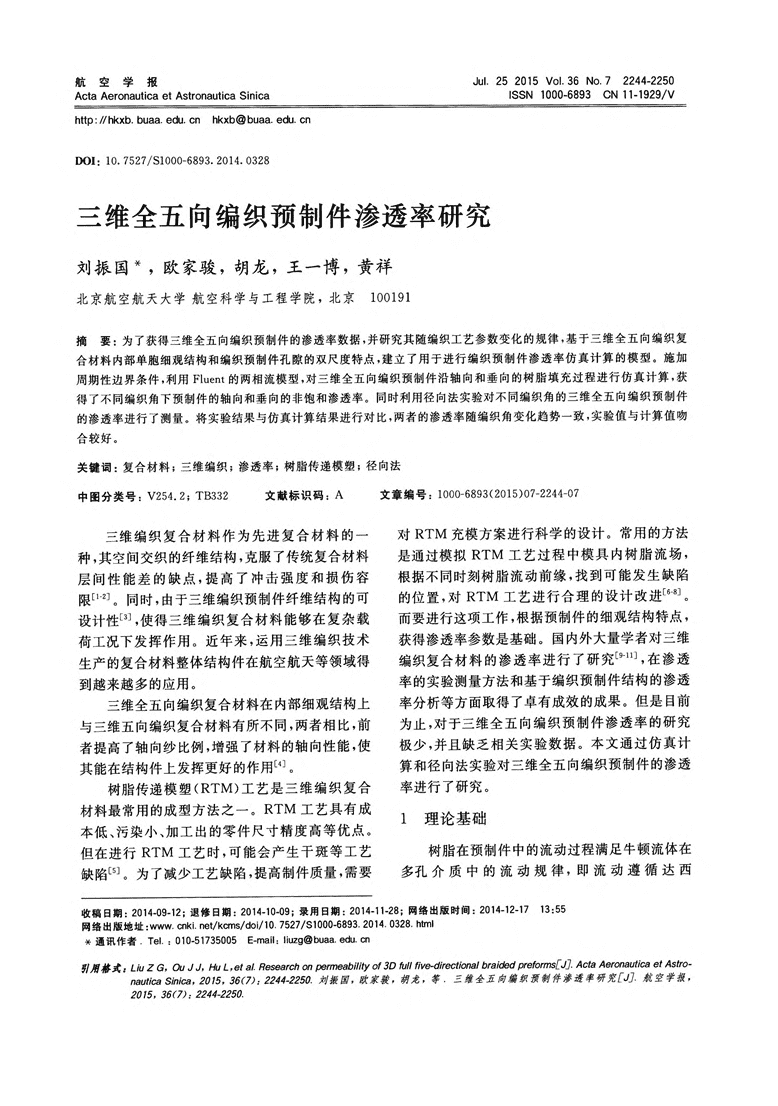
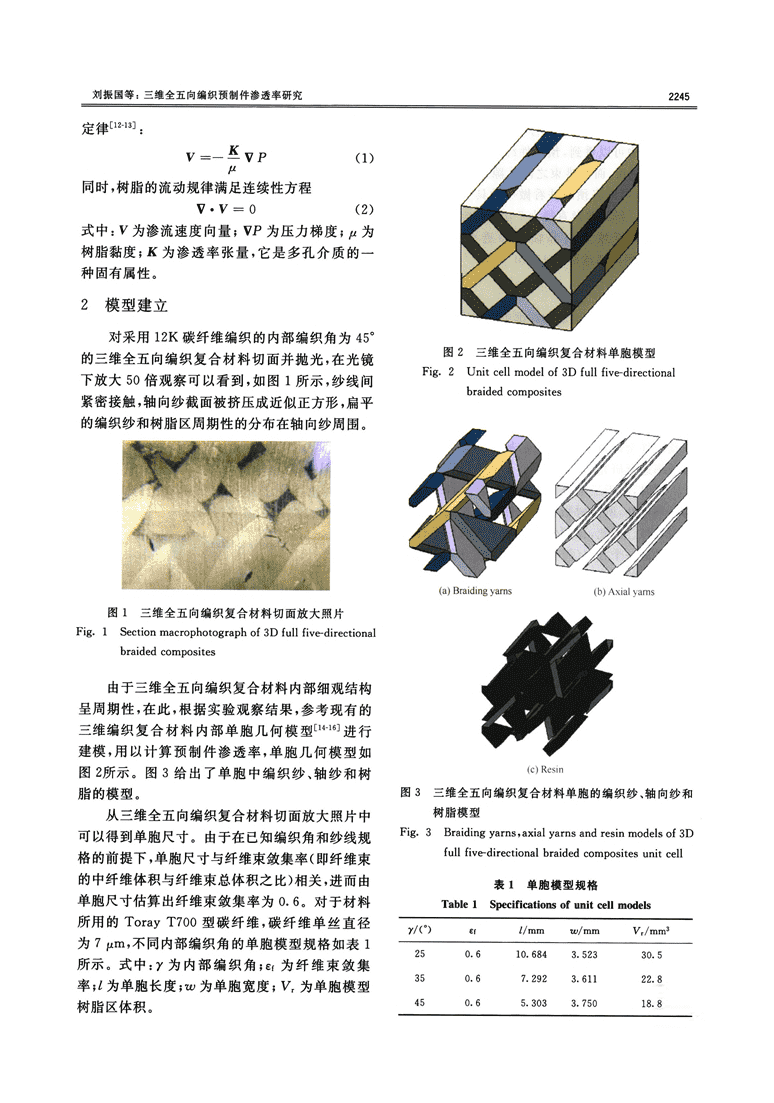
刘振国等:三维全五向编织预制件渗透率研究定律E12-13]:v一一墨VP(1)卢同时,树脂的流动规律满足连续性方程V·V=0(2)式中:y为渗流速度向量;VP为压力梯度;口为树脂黏度;K为渗透率张量,它是多孔介质的一种固有属性。2模型建立对采用12K碳纤维编织的内部编织角为45。的三维全五向编织复合材料切面并抛光,在光镜下放大50倍观察可以看到,如图1所示,纱线间紧密接触,轴向纱截面被挤压成近似正方形,扁平的编织纱和树脂区周期性的分布在轴向纱周围。黟r。j黟’{图1三维全五向编织复合材料切面放大照片Fig.1Sectionmacrophotographof3Dfullfive-directionalbraidedcomposites由于三维全五向编织复合材料内部细观结构呈周期性,在此,根据实验观察结果,参考现有的三维编织复合材料内部单胞几何模型[14-163进行建模,用以计算预制件渗透率,单胞几何模型如图2所示。图3给出了单胞中编织纱、轴纱和树脂的模型。从三维全五向编织复合材料切面放大照片中可以得到单胞尺寸。由于在已知编织角和纱线规格的前提下,单胞尺寸与纤维束敛集率(即纤维束的中纤维体积与纤维束总体积之比)相关,进而由单胞尺寸估算出纤维束敛集率为0.6。对于材料所用的TorayT700型碳纤维,碳纤维单丝直径为7灶m,不同内部编织角的单胞模型规格如表1所示。式中:y为内部编织角;er为纤维束敛集率;l为单胞长度;硼为单胞宽度;V,为单胞模型树脂区体积。图2三维全五向编织复合材料单胞模型Fig.2Unitcellmodelof3Dfullfive—directionalbraidedcompositesc)Reslll图3三维全五向编织复合材料单胞的编织纱、轴向纱和树脂模型Fig.3Braidingyarns,axialyarnsandresinmodelsof3Dfullfive-directionalbraidedcompositesunitcell表1单胞模型规格Table1Specificationsofunitcellmodels
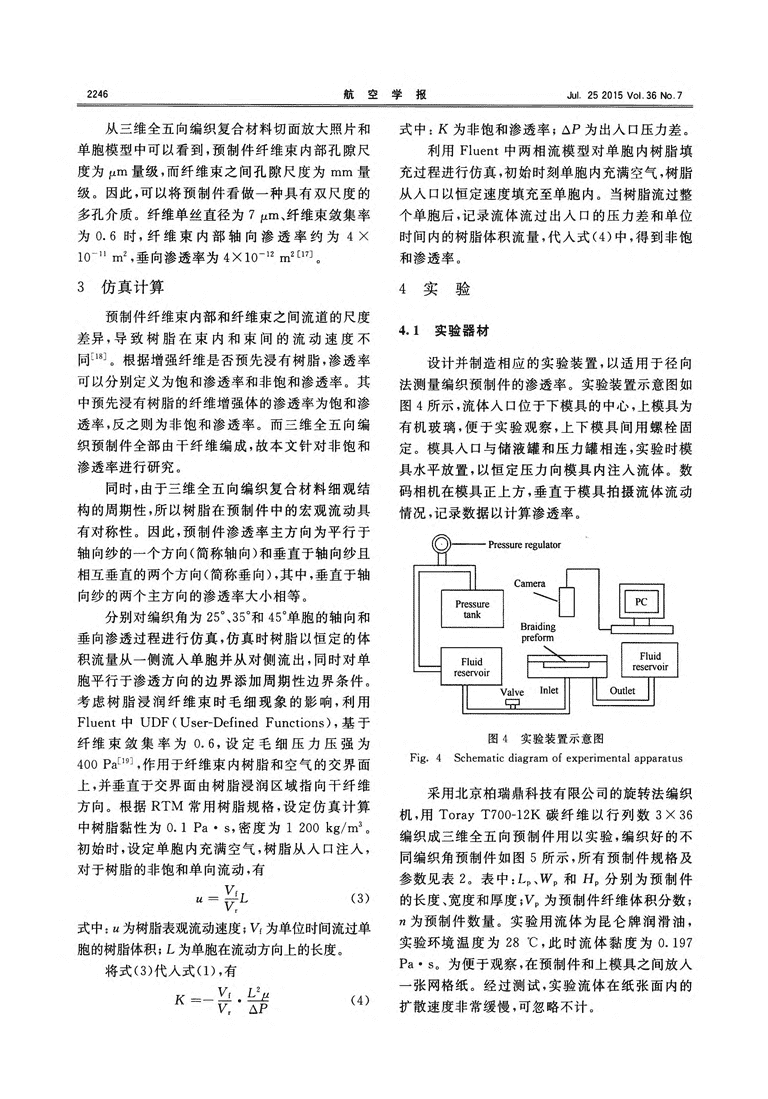
航空学报从三维全五向编织复合材料切面放大照片和单胞模型中可以看到,预制件纤维束内部孑L隙尺度为tzm量级,而纤维束之间孔隙尺度为mm量级。因此,可以将预制件看做一种具有双尺度的多孔介质。纤维单丝直径为7tLm、纤维束敛集率为0.6时,纤维束内部轴向渗透率约为4×10_11m2,垂向渗透率为4×10"12m2[173。3仿真计算预制件纤维束内部和纤维束之间流道的尺度差异,导致树脂在束内和束间的流动速度不同[18I。根据增强纤维是否预先浸有树脂,渗透率可以分别定义为饱和渗透率和非饱和渗透率。其中预先浸有树脂的纤维增强体的渗透率为饱和渗透率,反之则为非饱和渗透率。而三维全五向编织预制件全部由干纤维编成,故本文针对非饱和渗透率进行研究。同时,由于三维全五向编织复合材料细观结构的周期性,所以树脂在预制件中的宏观流动具有对称性。因此,预制件渗透率主方向为平行于轴向纱的一个方向(简称轴向)和垂直于轴向纱且相互垂直的两个方向(简称垂向),其中,垂直于轴向纱的两个主方向的渗透率大小相等。分别对编织角为25。、35。和45。单胞的轴向和垂向渗透过程进行仿真,仿真时树脂以恒定的体积流量从一侧流入单胞并从对侧流出,同时对单胞平行于渗透方向的边界添加周期性边界条件。考虑树脂浸润纤维束时毛细现象的影响,利用Fluent中UDF(User-DefinedFunctions),基于纤维束敛集率为0.6,设定毛细压力压强为400Pa[1⋯,作用于纤维束内树脂和空气的交界面上,并垂直于交界面由树脂浸润区域指向干纤维方向。根据RTM常用树脂规格,设定仿真计算中树脂黏性为0.1Pa·S,密度为1200kg/m3。初始时,设定单胞内充满空气,树脂从入口注入,对于树脂的非饱和单向流动,有“一兽L(3)式中:U为树脂表观流动速度;vf为单位时间流过单胞的树脂体积;L为单胞在流动方向上的长度。将式(3)代人式(1),有K一矿Vf·台(4)式中:K为非饱和渗透率;△P为出人口压力差。利用Fluent中两相流模型对单胞内树脂填充过程进行仿真,初始时刻单胞内充满空气,树脂从入El以恒定速度填充至单胞内。当树脂流过整个单胞后,记录流体流过出入口的压力差和单位时间内的树脂体积流量,代人式(4)中,得到非饱和渗透率。4实验4.1实验器材设计并制造相应的实验装置,以适用于径向法测量编织预制件的渗透率。实验装置示意图如图4所示,流体入口位于下模具的中心,上模具为有机玻璃,便于实验观察,上下模具间用螺栓固定。模具人口与储液罐和压力罐相连,实验时模具水平放置,以恒定压力向模具内注入流体。数码相机在模具正上方,垂直于模具拍摄流体流动情况,记录数据以计算渗透率。图4实验装置示意图Fig.4Schematicdiagramofexperimentalapparatus采用北京柏瑞鼎科技有限公司的旋转法编织机,用TorayT700-12K碳纤维以行列数3×36编织成三维全五向预制件用以实验,编织好的不同编织角预制件如图5所示,所有预制件规格及参数见表2。表中:L。、w,和H,分别为预制件的长度、宽度和厚度;V。为预制件纤维体积分数;卵为预制件数量。实验用流体为昆仑牌润滑油,实验环境温度为28℃,此时流体黏度为0.197Pa·S。为便于观察,在预制件和上模具之间放人一张网格纸。经过测试,实验流体在纸张面内的扩散速度非常缓慢,可忽略不计。
刘振国等:三维全五向编织预制件渗透率研究一{c1—25。图5三维全五向编织预制件Fig.53Dfullfive-directionalbraidedpreforms表2预制件的规格及参数Table2Specificationsandparametersofpreformsr/(。)LP/ramWp/ramHp/ramVp/%n2512082541335130785433451357554534.2实验测量与计算利用数码相机记录开始向实验模具内注人流体后不同时刻流动前沿的位置。由流动前沿的位置与流动所用时间,可以计算出材料主渗透率的大小‘捌为式中:K。和Kz分别为两个方向的主渗透率;e为预制件的孑L隙率;r为模具注入口半径;zi和yj为修正后的注入半径;zr和Yt为观测时流动前沿半径;t为从开始注入到流动前沿到达观测点所用的时间;△P。为流动前沿和注入口之间的压力差;口为各向异性程度。5结果与讨论图6为树脂填充过程中,不同时刻t单胞截面的树脂体积分数舻,云图。可以看到树脂从左侧流入单胞,逐渐填充满纤维束间区域,少部分纤维束内缝隙被树脂浸润。树脂填充满纤维束间区域后,从单胞的另一侧流出。此时记录数据计算出预制件的非饱和渗透率。K·一{z}[2ln(zf/zi)一1]+z;)—4t上A堡-Pe(5)Fig·6妒.0908070605O4O3O2O(d¨=12s图6填充过程树脂体积分数云图VolumefractioncontoursofresinduringfillingprocessK2一帅1删yi川Ⅷ盘(6)图7为径向法实验向模具内注入流体过程zi—r溉(7)中,不同时刻预制件内流动前沿的位置。网格纸yi一瓶(8)上网格的间距为3mm,由流动前沿的位置与流口一K:/K,(9)动所用时间,利用式(5)~式(9)计算渗透率。■_;i■—川㈠U■【■
航空学报JuI.252015VoI.36No7felf_9S图7随时间变化的流动前沿图像Fig.7Imagesofflowfrontadvancingwithtime图8给出了不同编织角下轴向和垂向渗透率的实验和仿真计算结果。从实验和仿真计算结果可知,三维全五向编织预制件的轴向渗透率大于垂向渗透率,且轴向渗透率随编织角的增大而逐渐减小,垂向渗透率随编织角的增大而逐渐增大。Braidingangle/(。)(a)AxialpermeabilityBraidingangle/(。)b)Verticalpermeabilit5图8不同编织角下预制件的轴向和垂向渗透率Fig.8Axialandverticalpermeabilitiesofpreformsatdifferentbraidingangles实验和仿真结果得到不同编织角三维全五向预制件的非饱和渗透率,均远大于相同敛集率纤维束本身的渗透率。这导致图6填充过程树脂体积分数云图中显示的现象,即树脂对纤维束的渗透速度远小于树脂的宏观流动速度,当树脂已经流过了整个单胞后,纤维束只有少部分体积被树脂浸润。若要实现树脂对纤维束更充分的浸润,需要延长树脂填充时间。6结论1)利用Fluent软件仿真了树脂在三维全五向编织预制件单胞模型中的填充过程,得到的渗透率结果与径向法实验测得的渗透率结果吻合较好,证明了仿真方法的有效性。2)利用仿真分析方法测量三维全五向编织预制件的渗透率,相对于实验方法可以节省大量成本。3)由于预制件渗透率远大于纤维束渗透率,
刘振国等:三维全五向编织预制件渗透率研究2249结合仿真获得的填充过程树脂体积分数云图分析,树脂对纤维束的浸润过程远慢于树脂的宏观流动,若要实现树脂对纤维束更充分的浸润,需要延长树脂填充时间。参考文献[1]ShenJ,XieHQ.Developmentofresearchandapplicationoftheadvancedcompositematerialsintheaerospaceengi—neeringEJ].MaterialsScienceandTechnology,2008,16(5):737—740(inChinese).沈军,谢怀勤.先进复合材料在航空航天领域的研发与应用[J].材料科学与工艺,2008,16(5):737—740.[23DuSY.Advancedcompositematerialsandaerospaceengi—neeringEJ].ActaMateriaeCompositaeSinica,2007,24(1):1-12(inChinese).杜善义.先进复合材料与航空航天[J].复合材料学报,2007,24(1):卜12.[33LuZX,YangZY,LiZP.Developmentofinvestigationintomechanicalbehaviorofthreedimensionalbradedcorn—posites[J].ActaMateriaeCompositaeSinica,2004,21(2):1—7(inChinese).卢子兴,杨振宇,李仲平.三维编织复合材料力学行为研究进展[J].复合材料学报,2004,21(2):1—7.[43LiuZG.Conceptofthree—dimentionalallfive—directionnalbraidedpreforms[J].JournalofMaterialsEngineering,2008(s1):305—3i2(inChinese).刘振国.三维全五向编织预制件的概念[J].材料工程,2008(增刊I):305—312.[51QiYY,LiuYQ。ZhangYJ.TheresearchdevelopmentofmajordefectsinRTMprocess[J].EngineeringPlasticApplication,2006,34(12):72—75(inChinese).齐燕燕,刘亚青,张艳君.RTM主要缺陷的研究进展[J].工程塑料应用,2006,34(12):72—75.[61DaiHF,ZhangBM,DuSY,eta1.SimulationofmouldfillinginRTMprocessfor3Dcomplexshapethinshellparts[J].ActaMateriaeCompositaeSinica,2004,21(2):87—91(inChinese).戴洪福,张博明,杜善义,等.复杂形状三维薄壁构件RTM制造工艺注模过程模拟[J].复合材料学报,2004,21(2):8791.[7]LiHC,WangB,ZhouZG.Numericalsimulationofres—inflowduringmultipleportinjectionprocessinresintransfermolding[J].EngineeringMechanics,2002。19(2):119—124(inChinese).李海晨,王彪,周振功.RTM多孔注射工艺树脂流动过程数值模拟[J].工程力学,2002。19(2):119-124.[8]QinW,I。iHC,ZhangZQ.eta1.ComparisonbetweennumericalsimulationandexperimentalresultofresinflowinRTM[J].ActaMateriaeCompositaeSinica,2003。20(4):77—80(inChinese).秦伟,李海晨,张志谦,等.RTM工艺树脂流动过程数值模拟及实验比较[J].复合材料学报,2003,20(4):77—80.[9]DongSH,WangCG,JiaYX,eta1.Researchprogressonpermeabilityoffibercompositepreformswithstruetur—aIdependence[J].JournalofMaterialsEngineering,2013(5):94—100(inChinese).董抒华,王成国,贾玉玺,等.纤维复合材料预制件渗透率及其结构相关性的研究进展[J1.材料工程,2013(5):94一100.[101LiHC,ZhangMF,WangB.Methodonmeasuringfibrepermeabilitiesinresintransfermolding[J].JournalofAero—nauticalMaterials,2001,21(1):51-54(inChinese).李海晨,张明福,王彪.RTM工艺增强纤维渗透率测量方法研究[J].航空材料学报,2001,21(1):51—54.[11]SongYS,ChungK,KangTJ,eta1.Predictionofpermeabilitytensorforthreedimensionalcircularbraidedpreformbyapplyingafinitevolumemethodtoaunitcell[J].CompositesScienceandTechnology,2004,64:1629—1636.[121LamYc,JoshiSC,LiuXL.Numericalsimulationofthemould—fillingprocessinresin—transfermoulding[J].CompositesScienceandTechnology,2000,60(6):845—855.[13]MaierRS,RohalyTF,AdvaniSG.Afastnumericalmethodforisothermalresintransfermoldfilling[J].In—ternationaIJournalforNumericalMethodsinEngineering,1996,39(8):1405—1417.[14]ZhangF,LiuZG,WuZ,eta1.Anewschemeandmicro—structuralmodelfor3Dfull5-directionalbraidedcompos—ites[J].ChineseJournalofAeronautics,2010,23(1):6l一67.[15]ZhengXT,YeTQ.Microstructureanalysisof4-stepthree—dimensionalbraidedcomposite[J1.ChineseJournalofAeronautics,2003,16(3):142—150.[163LiuZG,ZhangHG.LuzX,eta1.Investigationonthethermalconductivityof3-dimensionaland4-directionalbraidedcomposites[J1.ChineseJournalofAeronautics,2007,20(4):327—331.rl7]DeValveC,PitchumaniR.Simulationofvoidformationinliquidcompositemoldingprocesses[J].CompositesPartA:AppliedScienceandManufacturing,2013,51:22—32.[181TanH,PillaiKM.Muhiscalemodelingofunsaturatedflowindual—-scalefiberpreformsofliquidcompositemold—-ingI:isothermalflows[J].CompositesPartA:AppliedScienceandⅣIanufacturing,2012,43(I):1一13.[19]YuYQ,ZhangzG,TangBM,eta1.Studyoncapillarypressureoffabricpreforms[J].JournalofMaterialsEngi—neering,2006(6):20—32(inChinese).
2250航空学报JuI.252015V01.36No.7于育强,张佐光,唐邦铭,等.织物预成型体毛细作用研究EJ2.材料工程,2006(6):20—32.[20]WuxQ,LiJL.Permeabilityofthe4-step3Dbraidedpreform[J].ActaMateriaeCompositaeSinica,2006,23(6):9-13(inChinese).吴晓青,李嘉禄.四步法三维编织预制件的渗透率[J].复合材料学报,2006,23(6):9-i3.作者简介:刘振国男,博士,教授。主要研究方向:飞行器总体设计、飞行器结构设计,复合材料结构设计与分析优化,先进三维编织复合材料工艺,性能及结构优化,复合材料细观力学。Tel:010—51735005Email:liuzg@buaa.edu.cn欧家骏男,硕士研究生。主要研究方向:先进三维编织复合材料工艺、性能及结构优化。Tel:010—82338049E—mail:oujiajun9042@163.com胡龙男,博士研究生。主要研究方向:先进三维编织复合材料工艺、性能及结构优化,复合材料细观力学。Tel:010—82338049E—mail:hulon90764@gmail.comq:--博男,博士研究生。主要研究方向:先进三维编织复合材料工艺、性能及结构优化。Tel:010—82338049E-mail:wangyibollll@163.corn黄祥男,硕士研究生。主要研究方向:先进三维编织复合材料工艺、性能及结构优化。Tel:010-82338049E-mail:huangxian9314@qq.comResearchonpermeabilityof3Dfullfive—directionalbraidedpreformsLIUZhenguo*,OUJiajun,HULong,WANGYibo,HUANGXiangSchoolofAeronauticScienceandEngineering,BeihangUniversity,Beijing100197,ChinaAbstract:Inordertoobtainthepermeabilityof3Dfullfive-directionalbraidedpreformsandstudythelawofitschangewithprocessingparameters,basedonthemicro-structureofthe3Dfullfive-directionalbraidedcomposites’innerunitcellandthedoublescalecharacteristicsofbraidedpreformporosity,amodelforcalculatingthepermeabilityof3Dfullfive·directionalbraidedpreformsisestablishedinthispaper.Byapplyingperiodicboundarycondition,theaxialandverticalfillingprocessesOf3DfuIIfive-directiOnaIbraidedpreformsaresimulatedusingthetwo-phasemodelinFluent,andtheaxialandverticalun—saturatedpermeabilityofthepreformswithdifferentbraidinganglesisobtained.Atthesametime,thepermeabilityof3Dfullfive-directionalbraidedpreformsismeasuredbyradialflowtechniques.Theexperimentalresultsarecomparedwiththesim-ulationresults,bothofwhichhavethesametrendswiththechangeofbraidingangles,andtheexperimentalandcalculatedvaluesareingoodagreement.Keywords:composite;3Dbraiding;permeability;resintransfermolding;radialflowtechniquesReceived:2014—09—12;Revised:2014-10-09;Accepted:2014—11—28;Publishedonline:2014-12-1713:55URL:WWW.cnki.net/kcms/doi/10.7527/S1000—68932014.0328.htmI*Correspondjngauthor,Tel.:010—51735005E-mail:liuzg@buaa.edu.cn