

- 6.33 MB
- 2022-06-17 15:06:30 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
..-前言首先,感谢您选择了我公司生产的全电脑横编织机,为了让您平安、有效地使用全电脑横编织机,特编写此手册,以供参考。在安装、操作、维护和检查之前请仔细阅读机器制造商的操作说明书和其他辅助文件,只有在您完全理解这一系统并熟悉操作步骤以后才能操作机器。因产品升级、改进等而有可能产生本手册的记载容与产品相异的情况;另外,本手册的记载容有时也可能在未经预先通知的情况下更改,恕不另行通知。目录操作篇一考前须知1关于机器安装、使用前的考前须知………………………………………32关于平安操作的考前须知…………………………………………………53关于维护的考前须知………………………………………………………5二机器构造1机器外观图…………………………………………………………………72编织幅宽参考值……………………………………………………………83机器主要组成局部…………………………………………………………94各动作三角的功能与图解…………………………………………………105A、H、B位置图解…………………………………………………………116选针器与选针脚对应图解…………………………………………………17..word.zl-
..-7针在针床中的排列…………………………………………………………188卷布系统……………………………………………………………………189机头移出……………………………………………………………………1910毛刷…………………………………………………………………………2011纱嘴…………………………………………………………………………21三机器根本操作1设定花版起始针……………………………………………………………222穿纱引线……………………………………………………………………223夹线…………………………………………………………………………22四各页面操作使用说明A文件管理……………………………………………………………………25B花型管理……………………………………………………………………28I运行…………………………………………………………………………32K连续织造……………………………………………………………………41维护篇一各画面操作使用说明C系统参数……………………………………………………………………42D工作参数……………………………………………………………………53E机头测试……………………………………………………………………57F机器测试……………………………………………………………………59G系统升级……………………………………………………………………64H帮助…………………………………………………………………………64..word.zl-
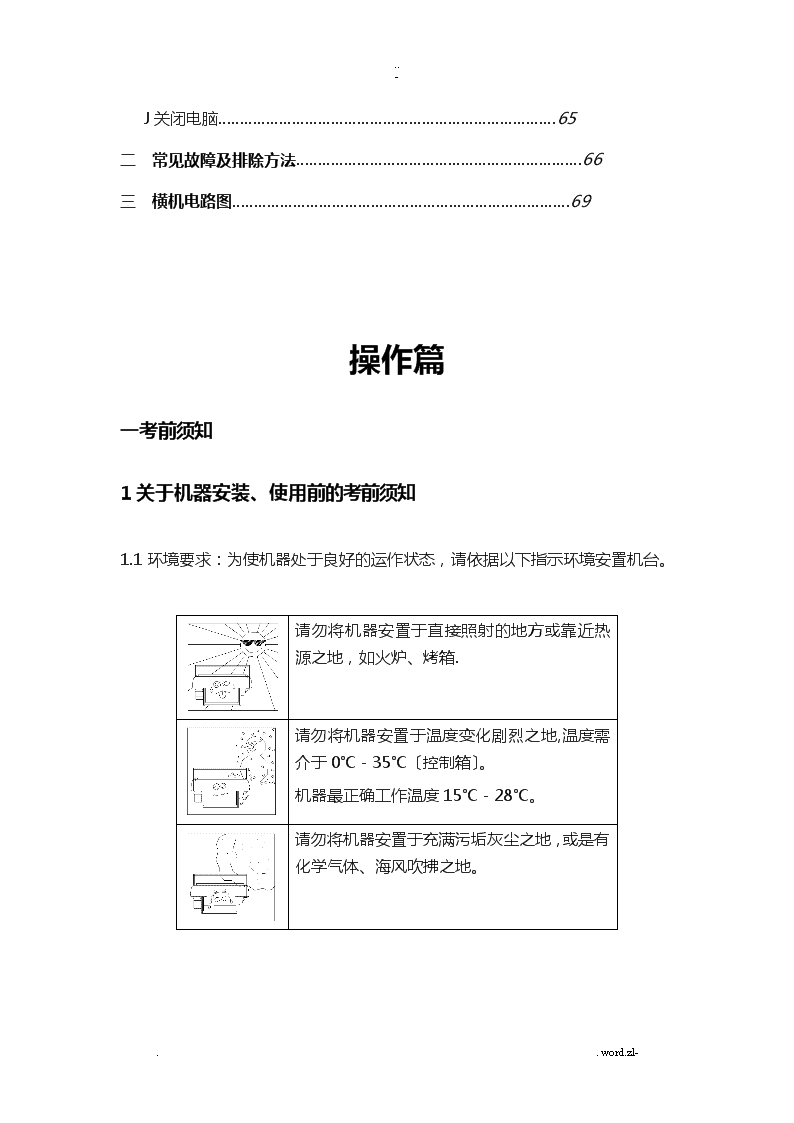
..-J关闭电脑……………………………………………………………………65二常见故障及排除方法…………………………………………………………66三横机电路图……………………………………………………………………69操作篇一考前须知1关于机器安装、使用前的考前须知1.1环境要求:为使机器处于良好的运作状态,请依据以下指示环境安置机台。请勿将机器安置于直接照射的地方或靠近热源之地,如火炉、烤箱.请勿将机器安置于温度变化剧烈之地,温度需介于0℃-35℃〔控制箱〕。机器最正确工作温度15℃-28℃。请勿将机器安置于充满污垢灰尘之地,或是有化学气体、海风吹拂之地。..word.zl-
..-请勿将机器安置于极度潮湿之地,湿度需介于30%-80%。请勿将机器安置于倾斜之地。请将机器良好接地。1.2搬运及摆放要求:翻开包装箱,先取下固定机器的4颗固定螺丝,然后用叉车小心地将机器取出,千万不要硬拉机器,过分用力可能导致机器损坏,再确定机器的摆放位置,要求相邻两台机器后部之间最少保持50cm至80cm的距离,侧面应保持80cm至100cm的距离以方便日后机器维护,将垫块摆好位置,机器缓慢放下。1.3电力要求:①本机器采用单相交流220V供电,频率为50Hz/60Hz。②市电波动围应在200-230V之间,超过围应加装电力稳压器。③本机器最大功率为1.5Kw。..word.zl-
..-1.4开箱时应慎重,以免损坏机床,开箱后应按照装箱单逐一检查和核对附件是否完好。1.5请保持机器排风口及四周清洁,请勿在机器旁摆放易燃易爆品,以免引起火灾或触电等危险事故发生。1.6升高天线台距地面190cm左右,并用螺钉固定;确定机器的水平,有条件最好使用水平尺校正一下水平。2关于平安操作的考前须知2.1充分理解机器安装过程。2.2向受过培训的工作人员明确交待工作,由明确了解工作任务的人员来完成。2.3不要用潮湿的手操作电气设备。2.4检查机器的设定参数,不得随意改动。2.5不得随意拆卸、改动平安装置和防护罩盖。2.6注意不要按错按钮,操作按钮前,目测一下操作面板上的按钮开关。2.7在出现断纱需重新接纱等情况时,请按下机头锁住键(电源启动键旁)或其它功能键后再进展接纱,否那么可能会因无意中触到操作杆运行机器而发生意外。2.8在机器运转中,请不要将身体的任何部位进入机头移动围。..word.zl-
..-2.9由于停电或闪电引起的瞬时断电可能会造成事故,因此,如果知道将发生不正常的供电时,应停顿机器的运转并把主电源切断。2.10机器运转时不得翻开后平安门及防护罩。3关于维护的考前须知3.1新机器应空机磨合12至24小时,在磨合过程中加适量润滑油。3.2新机器磨合期请适当控制其速度,正常使用后应根据布片调整机器运行速度,以免机器发生意外。3.3编织前应对本机器上装配的沙嘴进展检查,包括纱嘴是否有松动、纱嘴的安装位置是否正确,并在导轨上加少量润滑油,以减少摩擦。3.4定期清理针板及各运动组件上的油渍、污垢,定期润滑各运动组件及导轨。3.5机器长期不用时,一定要将机器清理干净并加防锈油,然后包装好以防灰尘进入机器;再使用时要先检查换色部件、三角等动作是否灵活,如果不灵活要加少量润滑油,然后连续测试几分钟,等所有零部件动作灵活后,再进展编织。3.6假设机器在人为或意外的情况下发生撞针时,请勿随意维修或在未查明故障原因的情况下再次开机,否那么将可能会更严重损坏机器。3.7定期对机器电脑控制箱进展卫生清洁〔3-4个月〕,以防止控制箱有杂物造成电器部件短路,翻开电脑控制箱前应先关闭电源。..word.zl-
..-3.8在机器通电中请勿插拔电线、电路板。3.9在取下电路板插头时请勿用力拉、拔电缆线。3.10在机器出现故障时,请专业的机修人员给予处理解决问题,不得擅自盲目的进展维修。3.11润滑油使用:润滑点油剂纱嘴滑行轨道#10机油机头支撑轨道#10机油针床KLUBER〔T46系列〕专用油机器传动部分高温黄油二机器构造1机器外观图:..word.zl-
..-2编织幅宽参考值针距英寸最大针数5G45英寸225N〔针〕52英寸260N〔针〕7G45英寸315N〔针〕52英寸364N〔针〕9G45英寸405N〔针〕52英寸468N〔针〕..word.zl-
..-12G45英寸540N〔针〕52英寸624N〔针〕14G45英寸630N〔针〕52英寸728N〔针〕16G45英寸720N〔针〕52英寸832N〔针〕3机器主要组成局部..word.zl-
..-A、置纱及天线组B、针床及护盖组C、机械头组D、传动组E、电器箱组F、机架及卷布组J、剪刀组N、针床组R、摇床组S、信克组T、换色及导纱组U、起底板组4各动作三角的功能与图解⑴推针三角:作用于由选针器选出的选针,将选针推至A位置。⑵选针器:作用于选针针脚,选针器刀片压牢或让开选针针脚,到达选针的目的。⑶下护山:作用于由选针器选出的选针,将选针推至H位置。⑷六段针脚归位导块:将那些被选针器刀片压入针槽的选针脚复位初始状态位置。..word.zl-
..-⑸不织压片:将B位的弹簧针针脚压入针板,使织针形成不织。⑹吊目压片:将H位的弹簧针针脚压入针板,使织针形成吊目。⑺蝶山〔推针〕:将针脚推至织或吊目的位置⑻蝶山〔接针〕:翻针时,接针针脚的走针路径。⑼接针压片:使H位置的弹簧针针脚受压,长针针脚受压进入蝶山后,织针接走对方的纱。⑽导块:正常编织时长针下针脚的走针路径。⑾翻针导块:翻针时长针上针脚的走针路径。⑿度目:在度目马达的作用下使度目上下移动调整度目,使密度到达松紧。⒀中间保存护山:使弹簧针针脚从A位移往H位。⒁清针三角:将已被移至H位的弹簧针针脚移至B位。⒂尖山:翻针时引导翻针上针脚移动。⒃二段度目压片:使用二段度目时使用5A、H、B位置..word.zl-
..-5.1A位置编织..word.zl-
..-5.2B位置不织..word.zl-
..-5.3H位置吊目..word.zl-
..-5.4前床A位置翻针、后床H位置接针..word.zl-
..-5.5前床H位置接针、后床A位置翻针..word.zl-
..-6选针器与选针脚对应图解..word.zl-
..-7针在针床中的排列..word.zl-
..-8卷布系统9机头移出..word.zl-
..-10毛刷..word.zl-
..-11纱嘴三机器根本操作接通电源→选择花型文件→查看T文件、理解程序容→设定花版起始针→穿纱引线→机器回零→设定各段度目值、主马达速度、主罗拉值、副罗拉值、纱嘴停放点→编织。1设定花版起始针:〔横机总针数-花版宽度〕÷2,得出的数值即为花版起始针。2穿纱引线:根据需要选择相应的纱线及对应的纱嘴号,并调整好纱线力,力的大小会影响编织物的松紧〔密度大小〕。3夹线:纱线从纱嘴穿过后,将纱嘴推放至夹子1左方向30~70mm..word.zl-
..-处,将穿过纱嘴的纱线一头用手按在针板最左边织针位置〔此为左剪刀工作〕,翻开“运行〞→“MENU〞→“夹线〞〔点击“夹线1”,假设夹子1已经夹住另外的纱线,那么点击“夹线2”〕,左剪刀夹子夹线后,左剪刀那么自动将剪刀上方位置的纱线剪断〔被剪落的纱线必须从针床上去除〕,完成夹线;右剪刀工作与左剪刀工作原理一样。四各页面操作使用说明文件管理主要功能是对把戏文件进展输入、输出、删除、选定工作把戏、把戏参数等操作花型管理分别对工作把戏的T和PAT文件进展浏览和编辑系统参数经过密码验证进入系统参数设置界面,对系统、机器相关的一些参数进展浏览及设置..word.zl-
..-工作参数进入工作参数设置界面,对各参数进展浏览及设置机头测试进入机头测试界面,测试三角母板各电磁铁、选针器、换色电磁铁、密度电机、生克电机机器测试进入机器测试界面,测试机器报警信号、指示灯、罗拉点击、起底板,以及工厂测试(电脑系统出厂前测试)系统升级经密码验证进入系统升级画面,使用升级程序包对系统软件进展升级帮助进展触摸屏位置调整、启动画面设置、以及浏览系统运行过程中记录下来的出错信息运行进入系统的主运行画面,实时监控系统运行状态,并可以对局部把戏参数进展实时调整关闭电脑点击确认关机后,系统保存当前状态各参数值,并关机连续织造点击对连续织造参数的设置常用操作模块:文件管理、花型管理、工作参数、运行、关闭电脑、连续织造..word.zl-
..-常用维护模块:系统参数、机头测试、机器测试、系统升级、帮助、关闭电脑注:操作各界面及各模块功能时,用手写笔点击进入,切不可用坚硬的物体点击触摸屏。A文件管理翻开文件管理,如果U盘〔或网络〕与机器连接,那么画面如以下图显示:注:上图左边显示的是U盘的容,右边显示的是CF卡的容;进入此画面时,如果U盘〔或网络〕没有与机器连接,那么会弹出如以下图显示的消息条。选择把戏步骤:插入U盘→翻开“文件管理〞→..word.zl-
..-在UsbDisk文件列表框点击所需要的把戏文件〔点击后把戏文件呈红色显示〕→点击“>>>>>>>〞〔在UsbDisk的选中的把戏文件会复制到cfcard〕→在cfcard文件列表框点击所需要的把戏文件〔点击后把戏文件呈红色显示〕→点击“选定花型〞〔完成对把戏的选定〕A.1←─:当前显示文件在某文件夹时,点击表示返回到上一层文件夹。A.2─→:中选择某一文件夹时,表示对该文件夹的展开〔假设未点击此按扭,直接点击该文件夹,效果一样〕。A.3>>>>>>>:将U盘呈红色显示的文件复制到CF卡。如果此操作是覆盖当前CF卡的工作把戏,那么需要用户进展确认:A.4<<<<<<<:将CF卡呈红色显示的文件复制到U盘。A.5←删除:表示删除U盘呈红色显示的文件。A.6→删除:表示删除CF卡呈红色显示的文件〔当前工作把戏不得删除〕。A.7USB检查:检查USB是否与机器连接,且是否正确;如果U盘插入正常,那么提示“U盘检测正常〞,并刷新左边的U盘文件列表框,否那么提示“U盘检查错误!〞。..word.zl-
..-A.8选定花型:选定CF卡的把戏文件为执行程序。A.9参数复制:复制一个把戏文件的参数到另一个把戏文件中;每个把戏带有自己的参数,包括起始针、工作度目、速度组、罗拉、纱嘴替换、停车力矩、以及片展开等参数;这组参数可以从一个把戏复制到另外一个把戏。操作方法:点击“参数复制〞按钮,再点击右边CF卡文件列表框中把戏文件A,那么此把戏文件的上述参数会被系统保存,此时“参数复制〞按钮会呈凹下状态;在此状态下,点击右边CF卡文件列表框中的把戏文件B,那么刚刚保存的把戏文件A的参数被复制到把戏文件B〔把戏文件A的参数覆盖把戏文件B的参数〕。A.10参数导出:将CF卡把戏文件的参数备份到U盘。用户如果想将某一把戏文件的参数保存到U盘,先将U盘插好,然后在右边CF卡文件列表框选中要保存参数的把戏文件,点击“参数导出〞按钮,那么此把戏的参数被复制到U盘。A.11参数导入:将U盘把戏文件的参数导入到本机花型中。先将U盘插入,然后在右边CF卡文件列表框选中要导入参数的把戏文件,点击“参数导入〞按钮,那么保存在U盘的参数被导入到选中的把戏文件。A.12退出:退出文件管理。注:在U盘输入或输出过程中不允许将U盘拔掉,此时会显示提示条:“文件操作中,请勿卸掉U盘〞,U盘文件输入或输出完成后此提示条自动消失。..word.zl-
..-B花型管理B.1T文件编辑〔可浏览程序容、及对制版程序局部作手动修改〕翻开花型管理→T文件编辑,画面显示如以下图:B.1.1当前页:显示当前查看的程序页数〔可手动输入页数跳页查看〕。B.1.2总页数:显示该花型文件的总页数。B.1.3退出:退出并确认保存后新的设置才生效。B.1.4前〔后〕花版行号:显示当前系统前〔后〕执行的程序页数。B.1.5前〔后〕H位动作:显示当前系统前〔后〕执行的编织形式。B.1.60~9、a~f:把戏形式代号。..word.zl-
..-B.1.7前〔后〕A位动作:显示当前系统前〔后〕执行的编织形式。注:前〔后〕H、A位动作包括:空/空、编织/空、编织/吊目、翻针/空、编织/接针、空/吊目、空/吊目2、编织/吊目2、编织/编松2。B.1.8系统纱嘴:显示该程序段使用的纱嘴号〔1~24〕。B.1.9摇床量:摇床时前床针板左、右所移动的针数〔0~14枚〕。B.1.10摇床方向:设定摇床时前床针板的移动方向左移:LO*、LO+、LO-右移:RO*、RO+、RO-B.1.11速度:机头左、右运行的线速度或称主马达速度的段数〔1~24段〕。系统支持24段速度,用户可对每一工作行的速度在24段中选择其中某一段,点击“速度〞输入框,输入1-24中的某一值来选定本工作行速度的段数;其中每段的速度值可以在运行界面由用户动态设定。B.1.12卷布:选择主罗拉对织物的牵引力的段数(1~24段)。B.1.13副卷布:选择起底板对织物的牵引力的段数〔0~24段〕。B.1.14把戏排列:暂未用。B.1.15度目:选择调整度目值大小的段数〔1~24段〕。系统支持24段度目,用户可对每一工作行的度目在24段中选择其中某一段,点击“度目〞输入框,输入1-24中的某一值来选定本工作行度目的段数;其中每段的工作度目值可以在运行界面由用户动态设定。..word.zl-
..-B.1.16副程式:暂未用。B.1.17纱嘴停放点:选择使用纱嘴停放位置的组号〔1~8组〕。系统支持8组纱嘴停放点的设置,用户可以对每一工作行的纱嘴停放点在8组中选择其中某一组,点击“纱嘴停放点〞输入框,输入1-8中的某一值选定本工作行纱嘴停放点的段数;其中每组的沙嘴停放点可以在运行界面由用户动态设定。B.1.18回转矩:回转距在工作参数中统一设置。B.1.19页完毕标志:程序完毕的识别码,如果将当前页的“页完毕标志〞设置成1,那么本页是把戏的完毕页,程序执行到达该页时表示一个程序完毕。B.1.20夹子1、2、3、4:设定夹子在程序段中的使用状态〔三个动作分别为:不动作、夹线、放线〕。B.1.21纱嘴带出:选择将暂时不用的纱嘴带出编织区域至剪刀位置。B.1.22前页:点击对程序页数的单页后退翻页(点住不放那么状态为连续翻页)。B.1.23后页:点击对程序页数的单页前进翻页(点住不放那么状态为连续翻页)。B.2PAT文件编辑〔对文件把戏的查看及修改〕翻开花型管理→PAT文件编辑,画面显示如以下图:..word.zl-
..-B.2.1行:显示当前查看的把戏行数及总行数,可手动输入页数跳页查看〔××/××〕。B.2.2列:显示当前查看的把戏列数及总列数〔××/××〕。B.2.3上页/下页:对把戏数据逐页的查看。B.2.30~9、a~f:把戏形式代号;需要更改其容时,用手写笔点击需要更改的把戏形式代号,然后点击0~f当中所需要的把戏形式代号。B.2.4上、下、左、右:对把戏文件进展单行单列的查看。B.2.5退出:退出并确认保存后新的设置才生效。I运行点击桌面图标,画面显示如以下图:..word.zl-
..-I.1主程式:显示程式当前页数及程式总页数。机头方向:显示机头当前位置的运行方向〔>>>>>>>:表示机头右行,<<<<<<<:表示机头左行〕。文件名:把戏文件名称。设定件数:设定需要编织布片的件数。完成件数:显示当前已编织完成的布片件数。假设当前编为连续织造时,点击完成件数右侧的方框,那么显示如以下图:呈红色显示的表示当前正在编织的把戏文件。针位置:显示当前机头位置距机头原点〔针零位〕的针数。..word.zl-
..-停车时间:显示从开机起进入“运行〞画面后机器停顿运行的时间。运行时间:显示从开机起机器工作运行的时间。I.2显示花版文件当前编织行的状态I.2.1查看系统纱嘴:点击上图画面“纱嘴〞中间局部的空白处,那么显示当前工作把戏文件使用的纱嘴号,如图:⑴点击某一显示的纱嘴,那么弹出“纱嘴增减〞窗口,如图:如果当前点击的是1号纱嘴,那么表示从“开场行〞到“完毕行〞,“纱嘴号〞跟随点中的纱嘴1;“开场行〞、“完毕行〞、“纱嘴号〞输入完成后,点击“..word.zl-
..-增加〞按钮。删除:表示从“开场行〞到“完毕行〞去除“纱嘴号〞。I.2.2纱嘴替换1(点击“纱嘴〞左边空白处):替换、更改常规编织〔左片〕的纱嘴号;⑴纱嘴替换:是将原有的纱嘴对应号相互调换〔原程序使用的纱嘴号数不变〕,点击“纱嘴〞左方空白处,在弹出的方框中,将原有的纱嘴号相互更改〔例:原纱嘴号是3号和5号,设置纱嘴替换时,将3号纱嘴改成5号,而5号那么改成3号,这样,在机器回零后重新编织时,原先用3号纱嘴编织的程序段那么被5号纱嘴所替代,而原先用5号纱嘴编织的程序段那么被3号纱嘴所替代〕。⑵纱嘴更改:是将原有的纱嘴用其它纱嘴号替代〔原程序使用的纱嘴号将被新的纱嘴号所替换〕,点击“纱嘴〞左方空白处,在弹出的方框中,将原有的纱嘴号更改成新的纱嘴号〔例:原纱嘴号是3号和5号,纱嘴更改时,将3号纱嘴改成4号纱嘴,5号纱嘴改成6号纱嘴,这样,在机器回零后重新编织时,原先用3号纱嘴编织的程序段那么被4号纱嘴所替代,原先用5号纱嘴编织的程序段那么被6号纱嘴所替代〕。I.2.3纱嘴替换2(点击“纱嘴〞左边空白处):替换、更改使用右片时的纱嘴号〔片展开时生效〕。..word.zl-
..-I.3显示当前各参数的数值:度目〔1~24段〕、主罗拉〔1~28段〕、副罗拉〔1~24段〕、速度〔1~28段〕、起始针、摇床、纱嘴停放点、开场行、完毕行、循环、剩余数。I3.1度目:点击“度目〞右边的方框,弹出如以下图的“工作度目设置〞对话框,在度目段数最后一栏“快捷设置〞中填入0~650当中的某一数值,那么该段左、右行使用的8个度目值都为该数值;如果更改左、右行使用中单个度目值,那么其它7个度目值不会发生改变〔例:假设更改第6段度目中“左行使用〞的4号度目值,那么右行使用的1、3、5、7号度目值及左行使用的2、6、8号度目值不会发生改变〕;点击“翻页〞,那么画面显示当前12段度目的另外12段;度目值越大,那么编织物越松,即编织物上所形成的集圈越大;1、2为一后系统度目,3、4为二后系统度目,5、6为一前系统度目,7、8为二前系统度目。..word.zl-
..-I3.2主罗拉:点击“主罗拉〞右边的方框,弹出“主罗拉设置〞对话框,点击主罗拉段数后的方框,更改该段主罗拉的拉力值,数值越大,那么主罗拉的拉力越大;点击“复制〞键,那么1~24段主罗拉的拉力值都更改为此值;1~24段一般在主程序正常编织时使用;第25段是在脱布行数第一行使用〔带出纱嘴〕;第26段在脱布行数第二行开场使用,直至机器停顿;第27、28段暂未用。如以下图〔25~28段暂未显示〕:I3.3副罗拉:在起底板机当中,此功能用来控制起底板拉力。点击“副罗拉〞右边的方框,弹出“副罗拉设置〞对话框,点击副罗拉段数后的方框,更改该段副罗拉的拉力值,数值越大,那么副罗拉的拉力越大;点击“复制〞键,那么1~24段副罗拉的拉力值都更改为此值。〔图同上〕I3.4速度:点击“速度〞右边的方框,弹出“速度值设置〞对话框,点击速度段数后的方框,更改该段速度的速度值,数值越大,那么速度越快;点击“..word.zl-
..-复制〞键,那么1~24段速度值都更改为此值〔25~28段速度值需单个设置〕;1~24段一般在主程序正常编织时使用;起底板使能处于翻开时第25段数值对应编织挂布行时机头右行的速度,第26段数值对应在脱布行数开场时使用,直至机器停顿;第27、28段暂未用。如以下图〔25~28段暂未显示〕:I3.5起始针:显示当前工作把戏的起始针位置。I3.6摇床:显示当前位置的摇床方向及摇床量。I3.7纱嘴停放点:表示机头慢速运行时左、右纱嘴的停放点;点击“纱嘴停放点〞右边的方框,弹出“纱嘴停放点设置〞对话框,左边一列方框对应的是在机头左边的纱嘴停放数据,右边一列方框对应的是在机头右边的纱嘴停放数据,1~8号数字表示1~8号纱嘴号;点击纱嘴号后面的方框,更改该纱嘴在机头换向时停顿的位置,数字越大表示纱嘴停放点离编织物边上越远〔一般单个纱嘴工作时,7针以下纱嘴停放点为7,14针以上纱嘴停放点为14〕,多个纱嘴同时工作时,停放点不能一样,否那么工作中纱嘴可能会打坏齿口片与沉降片。画面显示如以下图:..word.zl-
..-I3.8循环设定“开场〞表示程序循环的开场行数〔只能是奇数〕“完毕〞表示程序循环的终止行数〔只能是偶数〕“次数〞表示从开场行到完毕行这一小段程序要循环工作的次数,可直接点击数据框修改〔1~9999〕0~9:表示在一个主程序中可以插入循环程序的个数〔共10个〕删除:用手写笔点击需要删除的“开场〞或“完毕〞栏,右边的箭头会指向本行,点击“删除〞键,那么该段循环程序将被取消。设定循环程序步骤:在“循环设定〞对话框最下边横向排列的3个方框中,依次输入程序的开场行数、完毕行数、循环次数,再点击“增加〞键,如果输入的数据合法,那么新增加的3个数据会显示到循环设定的列表中;假设要再“增加〞循环,那么系统会按照“..word.zl-
..-完毕〞行数值从小到大的顺序排列,按此顺序依次排列,直至“0~9〞都排列满。注:系统支持2重循环嵌套,循环层次大于2的系统将提示错误;退出并确认保存后新设置的参数才生效。I.4菜单栏回零:在选择把戏、重选把戏、更改系统参数等情况下机器必须回零。行锁定:“起底板使能〞处于关闭时,使用此功能用来编织废纱〔循环程序的第1、2行〕;“起底板使能〞处于翻开时,假设点击此按扭,会显示“起底板启用中,禁用行锁定〞错误操作提示条。故障屏蔽:在进展某些对操作者及机器不构成危害的操作时,此功能可关闭某些报警功能。布片循环:根据需要设定机器是单片停车还是连续编织布片。速度:切换机头左、右运行速度〔兔子:快速,乌龟:慢速〕。..word.zl-
..-纱嘴上下:使纱嘴电磁铁弹起,方便纱嘴移出。嵌花纱嘴停放:设置嵌花纱嘴在机头运行时的停放点。主罗拉反转:反转主罗拉。跳行:根据需要,输入程序行后,跳行至该新的程序行执行新的动作。菜单〔起底板操作〕:翻开连接至剪刀操作画面及其它功能,画面显示如以下图:全部夹线:左、右四个夹子同时夹线〔左剪刀左、右夹子,右剪刀左、右夹子〕全部放线:左、右四个夹子同时放线〔左剪刀左、右夹子,右剪刀左、右夹子〕复合针挂布:起底板不上下运动,钩针上下运动〔复合针挂布为钩针完全露出槽针〕。复合针脱圈:起底板不上下运动,钩针上下运动〔复合针挂布为钩针不会露出槽针〕。..word.zl-
..-卸片:在机器执行程序过程中,由于某些原因需终止程序时,使用此功能可将针床上已编织完成一局部的布片落片。操作步骤:启动“拉杆停顿〞,停顿机头运行,先手动将各纱嘴带至编织前的位置,翻开“MENU〞夹线,然后点击“卸片〞,接着点击提示条的“确定〞按扭;再启动“拉杆运行〞,直至布片、纱线完全下落;最后〔机器回零〕。退出:退出运行画面。K、连续织造点击图标,进入连续编织设置。把戏名:显示连续织造的把戏文件名〔1~20个〕。编织件数:设置把戏所需要编织的件数〔0~999〕。..word.zl-
..-织造顺序:设置连续织造里面把戏文件的前后编织顺序〔1~20〕。当连续织造只有两个把戏文件时,那么编织顺序显示〔1~2〕,1表示先编织,2表示后编织;当前第一个把戏的编织顺序是1,第二个把戏的编织顺序是2,假设将第一个把戏的编织顺序1改成2〔或将第二个把戏的编织顺序2改成1〕,那么原来编织顺序为1的把戏与原来编织顺序为2的把戏顺序调换。维护篇一机器各页面操作使用说明C系统参数〔未经许可,不得随意更改此类参数〕点击桌面图标,输入此模快所需密码〔1618〕,画面显示如以下图:C.0总针位:..word.zl-
..-机器归零后,前后针板的相对位置;即后床左边第一枚织针在前床第一、二枚织针的绝对中间位置;调节方法:拧松前针床定位滑块与螺母相连的螺丝,移动前床针板,对准好位置后,拧紧摇床电机上的螺丝后,检查总针位标准与否,如果不标准,那么拧松摇床电机的螺丝,继续调整总针位,直至标准。洞口大小:前、后床针板上齿口片形成的间隙,即两针板中间的间隙,在洞口大小达不到标准时,可调节针板下边的升降螺丝,洞口大小用塞尺检验合格后,拧紧螺丝〔洞口标准:5G/4.4mm、6G/4mm、7G/3.2mm、9G/2.3mm、10G/2.2mm、12G/1.9mm、14G/1.7mm、15G/1.6mm、16G/1.6mm〕。出针间隙:其中一块针板的织针推到针板最高位时,织针的反面与对面针板上的齿口片之间的间隙;此间隙是为防止织针在出针编织时与对面针板的齿口片发生磨擦〔12G、14G、15G、16G出针间隙在10~15丝;5G、6G、7G出针间隙在15~20丝〕。小针板间隙:生克三角与小针板之间的间隙;左、右移动生克三角,在生克三角与沉降片针脚没有发生卡牢时,对准生克三角与小针板的螺丝孔,在生克三板左右与小针板之间放入30丝的塞尺,拧紧生克三板上的螺丝,检验间隙大小,如果不合格,继续调整,直至标准。C.1针零位:机器归零后,点击针零位后面的方框,推机头至机器左边,使机器一前系统长护山〔左〕最左端对准前针板左边第一枚织针的中间位置,点击确认,保存数据。..word.zl-
..-C.2左系统纱嘴右行零位:点击此参数右边的方框,弹出“设置左系统纱嘴右行零位〞对话框,点击“确认〞键,方框的数值闪动后,移动一柄乌斯座,使纱嘴最下端中间孔局部对准前针板左边第一枚织针,然后将左系统与此纱嘴相对应的换色顶杆〔换色电磁铁〕弹起,推动机头,使换色顶杆右边与乌斯座凹槽右边靠牢,此时方框里显示的就是左系统纱嘴右行零位数据,点击数据,数值停顿闪动后,保存数据。C.3左系统纱嘴左行零位:点击此参数右边的方框,弹出“设置左系统纱嘴左行零位〞对话框,点击“确认〞键,方框的数值闪动后,保持纱嘴最下端中间孔局部对准前针板左边第一枚织针,然后将左系统与此纱嘴相对应的换色顶杆〔换色电磁铁〕弹起,推动机头,使换色顶杆左边与乌斯座凹槽左边靠牢,此时方框里显示的就是左系统纱嘴左行零位数据,点击此数据,数值停顿闪动后,保存数据。C.4右系统纱嘴右行零位:点击此参数右边的方框,弹出“设置右系统纱嘴右行零位〞对话框,点击“确认〞键,方框的数值闪动后,保持纱嘴最下端中间孔局部对准前针板左边第一枚织针,然后将右系统与此纱嘴相对应的换色顶杆〔换色电磁铁〕弹起,推动机头,使换色顶杆右边与乌斯座凹槽右边靠牢,此时方框里显示的就是右系统纱嘴右行零位数据,点击此数据,数值停顿闪动后,保存数据。C.5右系统纱嘴左行零位:点击此参数右边的方框,弹出“设置右系统纱嘴左行零位〞对话框,点击“..word.zl-
..-确认〞键,方框的数值闪动后,保持纱嘴最下端中间孔局部对准前针板左边第一枚织针,然后将右系统与此纱嘴相对应的换色顶杆〔换色电磁铁〕弹起,推动机头,使换色顶杆左边与乌斯座凹槽左边靠牢,此时方框里显示的就是右系统纱嘴左行零位数据,点击此数据,数值停顿闪动后,保存数据。C.6机头左限位:机头在运行至机器左端的极限位置,调节方法:点击此参数右边的方框,弹出“设置机头左限位〞对话框,点击“确认〞键,方框的数据闪动后,推动机头至机器左端,使机头连接座左边靠牢左防撞胶〔假设后探针与天杆座先有触碰,那么停顿推动机头,以此点为基准〕,再将机头向右方向推动150mm左右,此时方框里显示的就是机头左限位的数据,点击此数据,待数据停顿闪动后,保存数据。C.7机头右限位:机头在运行至机器右端的极限位置,调节方法:点击此参数右边的方框,弹出“设置机头左限位〞对话框,点击“确认〞键,方框的数据闪动后,推动机头至机器右端,使机头连接座右边靠牢右防撞胶〔假设前探针与天杆座先有触碰,那么停顿推动机头,以此点为基准〕,再将机头向左方向推动150mm左右,此时方框里显示的就是机头右限位的数据,点击此数据,待数据停顿闪动后,保存数据。C.8横机壹英寸针数:针板上壹英寸的针数,即针距〔1~30枚〕。C.9选针器右行补偿:机头右行时选针器刀片提前工作的距离〔0.0~4.0mm〕,数值越大,表示选针器刀片距离选针针脚越远位置开场工作。C.10选针器左行补偿:机头左行时选针器刀片提前工作的距离〔-4.0~0.0mm..word.zl-
..-〕,数值绝对值越大,表示选针器刀片距离选针针脚越远位置开场工作。C.11选针器刀片个数:选针器上的刀片个数,六段选针器的刀片个数为6,八段选针器的刀片个数为8〔1~16〕。C.12电磁铁高压:电磁铁通电的时间单位量,数值越大通电时间越长,电磁铁工作时相应的力气要大点〔1~10〕。C.13选针器高压:调整选针器线圈通电时间,数值越大通电时间越长,选针器刀片动作的力气也越大,一般不要超过3,太大有可能烧坏线圈〔1—6〕。C.14选针器低压:6段选针用,暂未用。C.15密度马达复位速度:表示机器归零时密度马达的速度,数值越大,复位速度越快〔1~10〕。C.16密度马达工作速度:表示机器运转时密度马达的速度,数值越大,工作速度越快〔1~10〕。C.17同步带齿距较正:在同步带运行围,取针板的长度值,作为机器计算各织针位置的参考值,并利用针种、总针数及针零位算出每枚针织在针板上的位置,调节画面显示如以下图:..word.zl-
..-调节方法顺序:①点击此参数对应的方框,推动机头,使机器一前系统中的长护山〔左〕最左端对准前针床左边第一枚插片的最左面,此时点击“左〞后面的“确定〞键;②再推动机头,使机器二前系统中的长护山〔左〕最右端对准前针床右边第一枚插片的最左面,此时点击“右〞后面的“确定〞键;③点击“同步带齿距〞右边的“确认〞键,保存数据,如果调节有误,那么点击“取消〞重新调节;也可以点击“同步带齿距〞后面的方框,直接输入数值。C.18横机总针数:前床或后床针板上织针的枚数〔0~2000〕。C.19摇床速度设定:摇床左、右移动时的速度,数值越大移动速度越慢,更改数值后,必须保存数据才有效。..word.zl-
..-C.20纱嘴停放点修正:表示调整机头在快速运行时纱嘴的停放点与机头在慢速运行时纱嘴的停放点的误差〔例:机头在慢速运行时纱嘴的停放位置是距编织物边上7枚针的距离;机头在快速运行时纱嘴的停放位置是距编织物边上9枚针的距离;那么将参数数值增大,直至与机头慢速运行时纱嘴的停放位置一样〕,数值越大,那么机头快速运行时纱嘴的停放位置距离编织物越近。C.21生克有效:表示机器运行时使用或是不使用此功能。C.22语言切换:对操作系统的各菜单按钮、各备注的语言切换〔本机器支持中文、英文、阿拉伯文3种语言〕。C.23选针器重选:选择选针器对选针的重选功能翻开或关闭,一般情况下应该关闭此功能。C.24主伺服加速:主伺服在机头换向时的加速时间〔数值越大,那么表示加速时间越长〕。C.25主伺服减速:主伺服在机头换向时的减速时间〔数值越大,那么表示减速时间越长〕。C.26起底板挂布位:上升起底板,使钩针钩局部在线圈上外表2mm左右时起底板挂布的高度位置〔数值起大,那么起底板挂布位越高〕。C.27起底板平安位:起底板在挂布后,在牵引力的作用下下降到某一平安高度〔起底板槽针顶端低于线圈下外表3~7mm..word.zl-
..-左右〕,使机头能平安左、右运行,不会与起底板的针有碰触〔数值越大,那么起底板平安位越高〕。C.28起底板脱圈位:起底板在挂布后,下降到主罗拉能夹住编织物的位置;起底板开场脱圈并归位到起底板原点的位置,起底板脱圈时,槽针顶端必须介于主罗拉传输带最下外表与活动板最上边之间〔数值越大,那么起底板脱圈位越高〕。C.29起底板刹车上位:在起底板下降过程中,为减少起底板对同步带的拉扯力而设定的刹车位置,起底板刹车上位在起底板脱圈位与起底板下刹车位的中间位置〔数值越大,那么起底板刹车上位越高〕。C.30起底板刹车下位:在起底板下降过程中,为减少起底板对同步带的拉扯力及减轻起底板对其它零部件的冲击力而设定的刹车位置,在起底板停顿在刹车下位时,线性轴承套外表上的轴承外外表与曲杆要有2~3mm的间隙〔数值越大,那么起底板刹车下位越高〕。注:常态下,C.26~C.30项右边方框的数值呈灰白色显示,当需要更改此参数时,按顺序点击如以下图所示的椭圆圈位置,弹出窗口后,输入密码8866,那么可对此类参数进展更改①-----→②----→③C.31挂布出针方式:起底板挂布之前编织的挂布行出针方式〔满针/隔针/二隔二/四隔四〕。..word.zl-
..-C.32系统参数写入到CF:每次修改完成系统参数后要保存数据,以便将机器的系统参数保存到CF卡。C.33从CF卡读入系统参数:从CF卡调出系统参数〔一般在更换主控版后使用〕。C.34系统参数导入到U盘:将机器的系统参数导出至U盘。C.35从U盘读入系统参数:读取U盘的系统参数到机器。C.36摇床修正:对摇床各位置进展微调。点击相应的摇床位置输入框,摇床电机转动会使针板产生位移,然后检查前后床织针的相对位置,如果位置不准,可以手动输入适当的值,直至摇床到达正确位置为止〔-200~200〕。数值为负数时,数值的绝对值越大,前床针板越往左移;数值为正数时,数值越大,前床针板越往右移。C.36.1摇床位置修正:摇床修正→摇床位置修正..word.zl-
..-0位:后床左边第一枚织针对应于前床左边第一、二枚织针的绝对中间位置。R×位:在0位的根底上,前床针板往右移动针的枚数〔R1~R8〕。L×位:在0位的根底上,前床针板往左移动针的枚数〔L1~L8〕。R0*位:前床针板上左边的第一枚针与后床针板上左边的第一枚针相对。R×*位:在R0*位的根底上,前床针板往右移动针的枚数〔R1*~R7*〕。L0*位:前床针板上左边的第二枚针与后床针板上左边的第一枚针正相对。L×*位:在L0*位的根底上,前床针板往左移动针的枚数〔L1*~L7*〕。设置全部:将摇床位置修正的所有参数设置成一样的数值。C.36.2翻针〔T〕摇床位置修正:摇床修正→翻针〔T〕摇床位置修正..word.zl-
..-0.0位:前床针板上左边的第一枚针与后床针板上左边的第一枚针相对〔前后对翻〕。R×0位:在0.0位的根底上,前床针板往右移动针的枚数〔R1.0~R8.0〕。L×0位:在0.0位的根底上,前床针板往左移动针的枚数〔L1.0~L8.0〕。设置全部:将摇床位置修正的所有参数设置成一样的数值。C.36.3翻针〔+〕摇床位置修正:摇床修正→翻针〔+〕摇床位置修正0.0位:前床针板上左边的第一枚针与后床针板上左边的第一与第二枚织针中间的位置〔第二枚齿片〕相对。R×0位:在0.0位的根底上,前床针板往右移动针的枚数〔R1.0~R8.0〕。L×0位:在0.0位的根底上,前床针板往左移动针的枚数〔L1.0~L8.0〕。设置全部:将摇床位置修正的所有参数设置成一样的数值。..word.zl-
..-C.36.4翻针〔-〕摇床位置修正:摇床修正→翻针〔-〕摇床位置修正0.0位:前床针板上左边的第一枚针与后床针板上左边的第一与第二枚织针中间的位置〔第二枚齿片〕相对。R×0位:在0.0位的根底上,前床针板往右移动针的枚数〔R1.0~R8.0〕。L×0位:在0.0位的根底上,前床针板往左移动针的枚数〔L1.0~L8.0〕。设置全部:将摇床位置修正的所有参数设置成一样的数值。C.37度目设置〔-128~127〕:前或后单面编织时,如果前或后单面所对应的度目值(集圈大小)不一致,那么翻开此参数对度目值进展修正。数值为负数时,绝对值越大,度目越紧(集圈越小)数值为正数时,数值越大,度目越松(集圈越大)C.37.1单面度目零位修正:度目设置→单面度目零位修正..word.zl-
..-#01~#08:分别对应左、右系统8个度目。设置全部:将单面度目零位修正的所有参数设置成一样的数值。C.37.2度目零位修正#01~#08:分别对应左、右系统8个度目。设置全部:将度目零位修正的所有参数设置成一样的数值。C.37.3不工作度目#01~#08:分别对应左、右系统8个度目。设置全部:将不工作度目的所有参数设置成一样的数值。嵌花纱嘴修正:暂未用。退出度目设置:退出度目设置类。C.38初始化系统参数:在系统参数错乱时,初始化系统参数,可将系统参数回复到最原始状态C.39设置IP地址:配置相应的IP地址和MASK掩码。..word.zl-
..-其中MASK的缺省值为255.255.255.0,用户需要为每台需要联网的机器指定一个唯一的MAC地址;MAC地址可以用系统随机生成,点击“生成MAC地址〞按钮,系统随机生成并显示一个合法的MAC地址,一般而言生成的MAC地址发生冲突的可能性极小,一旦与用户的子网其他电脑或者横机控制系统的MAC地址发生冲突,重新生成一次即可;设置完成后需要保存,新的设置需要在本系统重新启动以后生效。C.40确定:退出并确认保存后新设置的参数才生效。D工作参数点击桌面图标,画面显示如以下图:D1花版起始针:编织物最左边在前针床上的排列位置〔1~500枚〕。D2主马达低速:..word.zl-
..-当速度按扭图标为蜗牛或兔子时,拉杆慢启动的速度倍率〔10~30〕,即蜗牛低速〔同兔子低速〕,一般设为20;例:主马达最高速度为1.0,主马达低速为20时,那么机头运行速度为0.2m/s。注:当速度按扭图标为蜗牛时,拉杆快启动的速度倍率〔即蜗牛高速〕,系统部已经设定。D3主马达复位速度:机器在回零时主马达的速度倍率〔10~30〕;例:主马达最高速度为1.0,主马达复位速度为10时,那么机头运行速度为0.1m/s。D4主马达最高速度:设置机头运动的最高线速度〔0.1~1.2米/秒〕。D5纱嘴下落提前量:电磁铁提前下落的时间〔50~300〕,一般设为50。D6主罗拉停车力矩:指机头暂停运转时,主罗拉停顿运转时保持力矩的大小;当数值设置为0时,主罗拉那么在自然状态下停顿,对编织物的牵引力将减小;数值太大时,停车越快,会拉坏布片;一般设置为20〔0~100〕。D7机头回转矩离:机头在左、右换向时,左系统或右系统超出编织物最边上的针的枚数〔1~50〕,此数据越大,那么超出编织物越远。D8后沉降片复位:在后沉降片三角〔生克三角〕运动行程,选择中点为沉降片三角回零时的位置〔0~1000〕。D9后沉降片左行翻针位:机头左行翻针时,后沉降片三角停顿的位置〔0~1000〕。D10后沉降片右行翻针位:..word.zl-
..-机头右行翻针时,后沉降片三角停顿的位置〔0~1000〕。D11后沉降片编织左行位:机头左行编织时,后沉降片三角停顿的位置〔0~1000〕。D12后沉降片编织右行位:机头右行编织时,后沉降片三角停顿的位置〔0~1000〕。D13前沉降片复位:在前沉降片三角〔生克三角〕运动行程,选择中点为沉降片三角回零时的位置〔0~1000〕。D14前沉降片左行翻针位:机头左行翻针时,前沉降片三角停顿的位置〔0~1000〕。D15前沉降片右行翻针位:机头右行翻针时,前沉降片三角停顿的位置〔0~1000〕。D16前沉降片编织左行位:机头左行编织时,前沉降片三角停顿的位置〔0~1000〕。D17前沉降片编织右行位:机头右行编织时,前沉降片三角停顿的位置〔0~1000〕。D18自动归零件数:如遇机器有此功能,表示编织完成后机器自动归零的件数〔0~10000〕;如果自动归零件数设置成0,那么表示关闭自动归零功能。D19展开片数:如遇机器有此功能,表示..word.zl-
..-在针板有效围,根据需要,能同时编织的布片的件数〔1~3〕,“起底板使能〞处于关闭状态时此功能有效。D20间隔针数:展开布片时,布片与布片之间需要间隔的针数〔14~300〕,配合展开片数使用。D21屏幕保护程序等待时间:如遇机器有此功能,表示未触碰机器任何操作按扭及机器未出现任何报警信息时将执行屏幕保护前所需要等待的时间。D22屏幕保护程序有效:如遇机器有此功能,表示选择“屏幕保护程序〞此功能的翻开或关闭。D23针床撞击使能:选择“针床撞击使能〞此功能的翻开或关闭〔是/否〕;一般情况下,必须翻开此功能。D24前床撞针灵敏度:在前针床撞针或受到一定的撞击力时,前床撞针传感器灵敏度的上下,数值越大,灵敏度越低,在设置为1时灵敏度最高〔1~10〕。D25后床撞针灵敏度:在后针床撞针或受到一定的撞击力时,后床撞针传感器灵敏度的上下,数值越大,灵敏度越低,在设置为1时灵敏度最高〔1~10〕。D26后平安门报警:选择“后平安门报警〞此功能的翻开或关闭〔翻开/关闭〕。选择“翻开〞,表示机器开机后,如果后平安门没有关闭会报警;选择“关闭〞那么不会报警。..word.zl-
..-D27后中平安门报警〔新增〕:选择“后中平安门报警〞此功能的翻开或关闭〔翻开/关闭〕。选择“翻开〞,表示机器开机后,如果后中平安门没有关闭会报警;选择“关闭〞那么不会报警。D28主拉布报警:如遇机器有此功能,表示选择“主拉布报警〞此功能的翻开或关闭〔翻开/关闭〕。D29左片使能:在展开片数时,选择“左片使能〞此功能的翻开或关闭〔翻开/关闭〕。D30右片使能:在展开片数时,选择“右片使能〞此功能的翻开或关闭〔翻开/关闭〕。D31起底板使能:选择“起底板使能〞此功能的翻开或关闭〔翻开/关闭〕。D32剪刀使能:选择“剪刀使能〞此功能的翻开或关闭〔翻开/关闭〕。D33音量设定:如遇机器有此功能,表示设置音量的大小。D34确定:退出并确认保存,新设置的参数才生效。E机头测试点击桌面图标,画面显示如以下图:..word.zl-
..-画面左上方对应的是一后系统各三角部件;画面左下方对应的是一前系统各三角部件;画面右上方对应的是二后系统各三角部件;画面右下方对应的是二前系统各三角部件。E.1各系统中画面中间局部的对应情况:1对应系统左边的接针压片4对应系统左边的二段度目压片2对应系统的吊目压片5对应系统右边的二段度目压片3对应系统右边的接针压片6对应系统的导块..word.zl-
..-E.2:对应系统左、右选针器的8个刀头〔按扭呈红色表示选针器的刀头让开选针针脚,按扭呈灰白色表示选针器的刀头回位到正常位置〕。E.3:数值表示系统当前各度目的大小值〔0~650〕。假设当前方框的数值为650时,点击方框的数值,数值会变成红底白字的0,那么表示此度目三角运转良好;假设此数值不会变成红底白字的0,那么表示此度目三角有故障。E.4:点击相应的按扭,检测各换色电磁铁的动作情况〔按扭呈红色表示换色顶杆落下,按扭呈灰白色表示换色顶杆弹起〕。画面左边对应的是一系统的换色顶杆,画面右边对应的是二系统的换色顶杆〔按扭“1”对应的是机器前方向第一个换色顶杆〕。E.5:点击方框的数值,检测前、后生克三角的运转性能〔0/250〕;测试方法同度目。E.6:在选定某三角部件时,点击测试全部,那么该组别的三角同时工作测试。..word.zl-
..-E.7:退出机头测试。F机器测试点击桌面图标,画面显示如以下图:F.1观察窗口〔以下显示的是机器在归零后且未出现报警时各位置的状态、各传感器的导通与断开,及其它信息〕:主电机故障信号:1摇床限位信号:1后床撞击信号:1主电机准备信号:0摇床0位信号:0摇床马达0位信号:0摇床电机故障信号:1左收线信号:1主电源掉电信号:0摇床电机准备信号:0右收线信号:1机头0位信号:4拉杆快车信号:1天线台断纱信号:1..word.zl-
..-拉杆停顿信号:1天线台纱结信号:1拉杆慢车信号:1天线台大纱结信号:1主电源频率:50HZ紧急停顿信号:1针位置:0机头左限位信号:0落布不良信号:1针0位信号:1机头右限位信号:1前床撞击信号:1主电机编码器:主电机编码器值摇床电机编码器:摇床电机编码器值〔0:表示各传感器处于导通状态;1:表示各传感器处于断开状态〕F.2输出窗口红指示灯:检测红指示灯的工作性能〔是/否〕。绿指示灯:检测绿指示灯的工作性能〔是/否〕。黄指示灯:检测黄指示灯的工作性能〔是/否〕。主罗拉:测试主罗拉运转,数值的绝对值越大,那么主罗拉转动的速度越快,即主罗拉的拉力越大〔速度:-100~100〕。负数:主罗拉反转〔数值的绝对值越大,主罗拉转动越快〕0:主罗拉开不运转正数:主罗拉正转〔数值越大,主罗拉转动越快〕..word.zl-
..-辅助罗拉:如遇机器有此功能,表示测试辅助罗拉运转,数值越大,那么辅助罗拉转动的速度越快,即辅助罗拉的拉力越大〔速度:-100~100〕。开合罗拉:如遇机器有此功能,表示测试罗拉的开合。罗拉+:手动点动主罗拉正转。罗拉-:如遇机器有此功能,表示手动点动主罗拉反转。报警:显示各传感器当前的状态〔红色表示导通,灰色表示断开〕;以下图为样版。F.2.1起底板测试翻开步骤:桌面→机器测试→起底板测试..word.zl-
..-夹线0:左、右剪刀4个夹子同时夹线,并剪线。夹线1:左剪刀左夹子夹线,并剪线。夹线2:左剪刀右夹子夹线,并剪线。夹线3:右剪刀右夹子夹线,并剪线。夹线4:右剪刀左夹子夹线,并剪线。放线0:左、右剪刀4个夹子同时放线。放线1:左剪刀左夹子放线。放线2:左剪刀右夹子放线。放线3:右剪刀右夹子放线。..word.zl-
..-放线4:右剪刀左夹子放线。〔当机头在针零位时以下操作才有效:起底板挂布、脱圈、关闭、平安位、手动上升、翻开罗拉、起底板复位、手动下降〕起底板挂布:主罗拉翻开状态时,点击此功能,起底板运动步骤为:起底板上升至挂布位→复合针挂布。起底板脱圈:主罗拉翻开状态时,点击此功能,起底板运动步骤为:起底板下降至脱圈位→复合针脱圈〔起底板当前位置在脱圈位以上位置时,此功能才有意义〕。起底板关闭:主罗拉翻开状态时,点击此功能,起底板运动步骤为:复合针脱圈→下降至起底板脱圈位→下降至起底板上刹车位、下刹车位→下降至起底板原点。起底板平安位:点击此功能,起底板运动步骤为:起底板挂布后,起底板下降,使槽针顶端低于线圈时的平安位置〔起底板当前位置在平安位以上位置时,此功能才有意义〕。手动上升:主罗拉翻开状态及机头在针零位时,可手动上升起底板。复合针挂布:点击此功能,起底板运动步骤为:起底板不上下运动,复合针挂布〔钩针完全露出槽针〕。复合针脱圈:点击此功能,起底板运动步骤为:起底板不上下运动,复合针脱圈〔钩针不会露出槽针〕。..word.zl-
..-翻开罗拉:使主罗拉开〔主罗拉翻开,“罗拉开〞传感器处于导通状态〕。起底板复位:主罗拉翻开状态时,点击此功能,起底板运动步骤为:复合针脱圈→起底板下降至原点。手动下降:主罗拉翻开状态时,可手动下降起底板。F.2.2起底板传感器:显示起底板各传感器的当前状态〔红色表示传感器处于导通状态,灰色表示传感器处于断开状态〕;以下图为样版。F.2.3确定:退出起底板测试。G系统升级:在系统需要升级时,将U盘与机器USB接口连接,翻开系统升级,输入密码〔进入此模块所需密码:1618〕,系统会列出U盘上的升级包列表,选择后系统开场升级,并显示“系统升级中〞的提示条;等待系统提示升级成功后,关机再启动后,新的升级程序生效。H帮助:可对触摸屏进展调整,及查看所有的报警信息及其它信息。H.1触摸屏调整:在手写笔不能准确点击系统画面的各操作按钮时,可对触摸屏进展调整。进入到“..word.zl-
..-触摸屏调整〞后,用手写笔点击十字光标的中心,当点击完所有出现的7个十字光标后,系统自动完成对触摸屏调整。H.2查看日志:可查看机器每次发生故障的信息〔系统可记录5000条报警信息;最小查看单位量为1页,即25条信息〕。页-10:查看当前画面的前10页报警信息。例:当前画面显示第14页〔第326~350条信息〕时,点击此按扭,那么显示第4页〔第76~100条信息〕;当前画面显示第6页〔第126~150条信息〕时,点击此按扭,那么显示第1页〔第1~25条信息〕。上页:查看当前画面的前1页报警信息。例:当前画面假设是第1页,点击此按扭,那么显示总信息的最后一页,再连续点击,那么从最后一页逐页翻页至第一页,然后再循环。下页:查看当前画面的后1页报警信息。..word.zl-
..-例:当前画面假设是最后一页,点击此按扭,那么显示总报警信息的第一页,再连续点击,那么从第一页逐页翻页至最后一页,然后再循环。页+10:查看当前画面的后10页报警信息。例:假设信息总页数大于10页,当前画面显示第1页〔第1~25条信息〕时,点击此按扭,那么显示第11页〔第251~275条信息〕;假设信息总页数小于10页时,当前画面显示第1页〔第1~25条信息〕时,点击此按扭,那么显示总页数的最后一页。统计:统计“日志“所有一样报警信息的次数,并按次数从大到小排列。所有同类错误:先点击某一栏报警信息,再点击“所有同类错误〞,那么显示所有同类报警信息的时间。去除所有:清空“日志〞所有的报警信息。J关闭电脑:关闭机器时,使用此功能,等数据保存成功后,再关闭电源,否那么可能导致系统参数等数据丧失。二常见故障及排除方法故障原因处理方法芯片发送数据错①检查机头信号线插头是否有松动现象②检查机头CPU板是否有问题③检查+5V电源是否正常④检查主控板是否正常..word.zl-
..-密度马达故障①用万用表检查马达电阻值是否正常②用万用表检查马达连接线是否正常③更换电机板④测试感应器信号是否正常机头板承受缓冲存溢出①检查机头信号线是否正常②更换机头CPU板③电脑程序出问题机头板保险丝失效(F1、F2)①选针器短路②选针板短路③选针器和选针板同时短路步进板24v保险丝失效(F3)①电机板损坏②电机短路主板24v保险丝失效(F4)①用万用表检查沙嘴电磁铁是否损坏短路②更换主板机头板24v保险丝失效(F5、F6)①机头电磁铁短路②选针板短路③机头电磁铁和选针板同时短路把戏数据准备错检查花型是否有问题,将花型删除再重新输入机头板CPU失效①检查+5V电源是否正常②检查机头信号线是否正常③程序有问题,初始化系统参数..word.zl-
..-生克马达故障①检查生克马达及其连接线②检查零位感应器信号③更换电机板主电机没准备信号①检查伺服器并观察伺服器是否有故障代码②检查伺服器控制线③更换接口板④更换伺服器摇床电机没准备信号①检查伺服器并观察伺服器是否有故障代码②检查伺服器控制线③更换接口板④更换伺服器摇床电机超时①检查伺服器是否通电②检查伺服马达是否锁死,没有锁死可能是伺服器后马达有问题③检查伺服控制线是否有问题④更换接口板数据处理错检查花型是否有问题格式化U盘重新输入花型摇床复位错误①检查伺服器是否有问题②检查零位感应器是否有信号③检查伺服控制线是否有问题④更换接口板..word.zl-
..-罗拉交流电源无输入①检查交流接触器是否吸合②用万用表检测AC110V电压是否正常③更换接口板主拉布报警①此功能为出口机器用,如出现可能是电脑上此功能没有关闭②更换主控板主控板12v保险丝断(F2)①用万用表检测+12V电源是否正常②检查接口电路是否有短路③更换保险丝④更换主控板主控板24v保险丝断(F3)①用万用表检测+24V电源是否正常②检查接口电路是否有短路③更换保险丝④更换主控板CF卡错误①更换CF卡②更换主控板罗拉翻开错①检查罗拉翻开传感器是否正常②检查罗拉是否翻开复合针翻开错①检查复合针翻开感应器是否正常②复合针马达是否转动复合针关闭错①检查复合针关闭感应器是否正常②复合针马达是否转动..word.zl-
..-机头未在感应位置机头没有推到限位感应器上起底版下降错①起底板没有下降到指定位置,检查感应器②检查机械构造起底板挂布错起底板没有挂到布夹子错误〔1、2、3、4号〕①检查马达是否能转动,不能转动更换驱动板②检查感应器是否有信号③检查机械构造是否有问题剪刀错误〔1、2号〕①检查马达是否能转动,不能转动更换驱动板②检查感应器是否有信号③检查机械构造是否有问题循环奇偶错循环的开场行不是奇数,完毕行不是偶数循环行重复有重复的循环存在循环深度过大本机器循环只能2次嵌套,超过那么报错恢复数据失败①非法关闭计算机②关闭计算机的时间不够长③更换充电电容纱嘴替换错替换沙嘴时出现了一样的沙嘴..word.zl-
..-三横机电路图〔附图〕1.1电源接线图(一)..word.zl-
..-1.2电源接线图(二)..word.zl-
..-1.3电源接线图(三)..word.zl-
..-2.1显示板接线图(一)..word.zl-
..-2.2显示板接线图(二)..word.zl-
..-3USB接线图..word.zl-
..-4.1主控板接线图(一)..word.zl-
..-4.2主控板接线图(二)..word.zl-
..-5罗拉驱动接线图..word.zl-
..-6机头接线图..word.zl-
..-..word.zl-