

- 42.50 KB
- 2022-06-17 14:59:47 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
版次:A/0编号:YL/JS05-2008过程检验规程编制:质检部审核:批准:2008年06月01日发布2008年06月01日实施山东**塑业有限公司发布
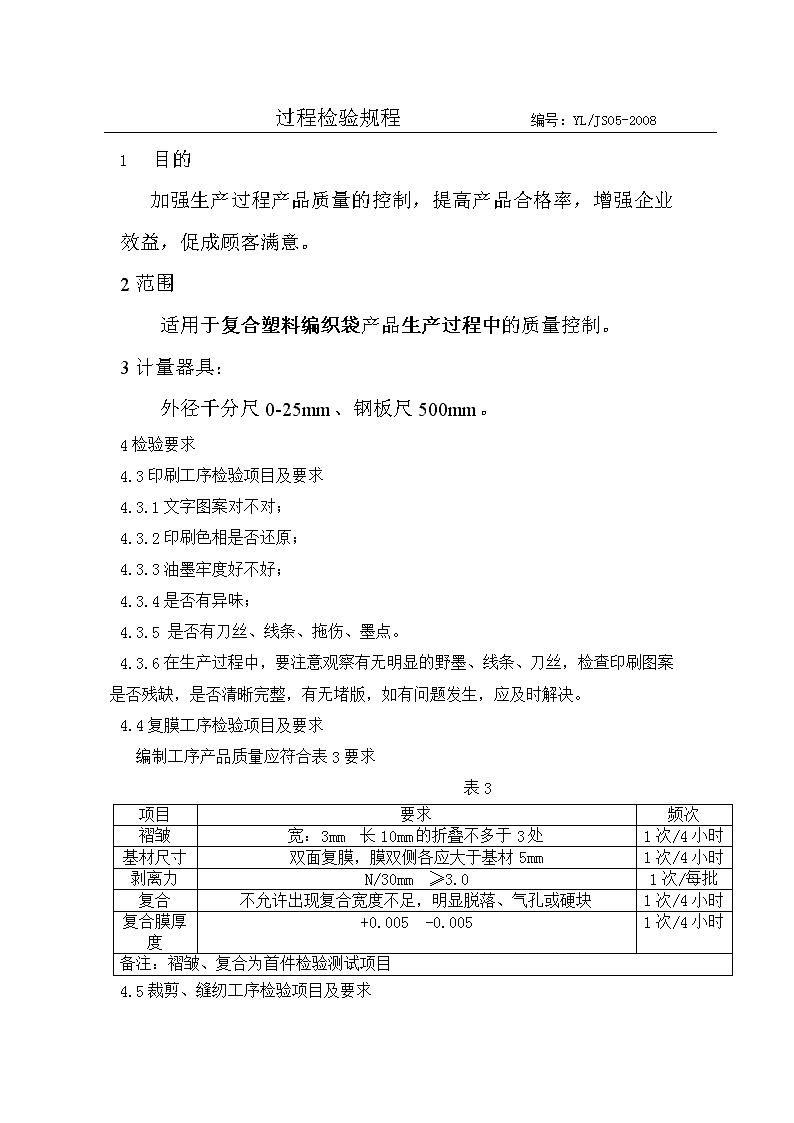
过程检验规程编号:YL/JS05-20081目的加强生产过程产品质量的控制,提高产品合格率,增强企业效益,促成顾客满意。2范围适用于复合塑料编织袋产品生产过程中的质量控制。3计量器具:外径千分尺0-25mm、钢板尺500mm。4检验要求4.3印刷工序检验项目及要求4.3.1文字图案对不对;4.3.2印刷色相是否还原;4.3.3油墨牢度好不好;4.3.4是否有异味;4.3.5是否有刀丝、线条、拖伤、墨点。4.3.6在生产过程中,要注意观察有无明显的野墨、线条、刀丝,检查印刷图案是否残缺,是否清晰完整,有无堵版,如有问题发生,应及时解决。4.4复膜工序检验项目及要求编制工序产品质量应符合表3要求表3项目要求频次褶皱宽:3mm长10mm的折叠不多于3处1次/4小时基材尺寸双面复膜,膜双侧各应大于基材5mm1次/4小时剥离力N/30mm≥3.01次/每批复合不允许出现复合宽度不足,明显脱落、气孔或硬块1次/4小时复合膜厚度+0.005-0.0051次/4小时备注:褶皱、复合为首件检验测试项目4.5裁剪、缝纫工序检验项目及要求
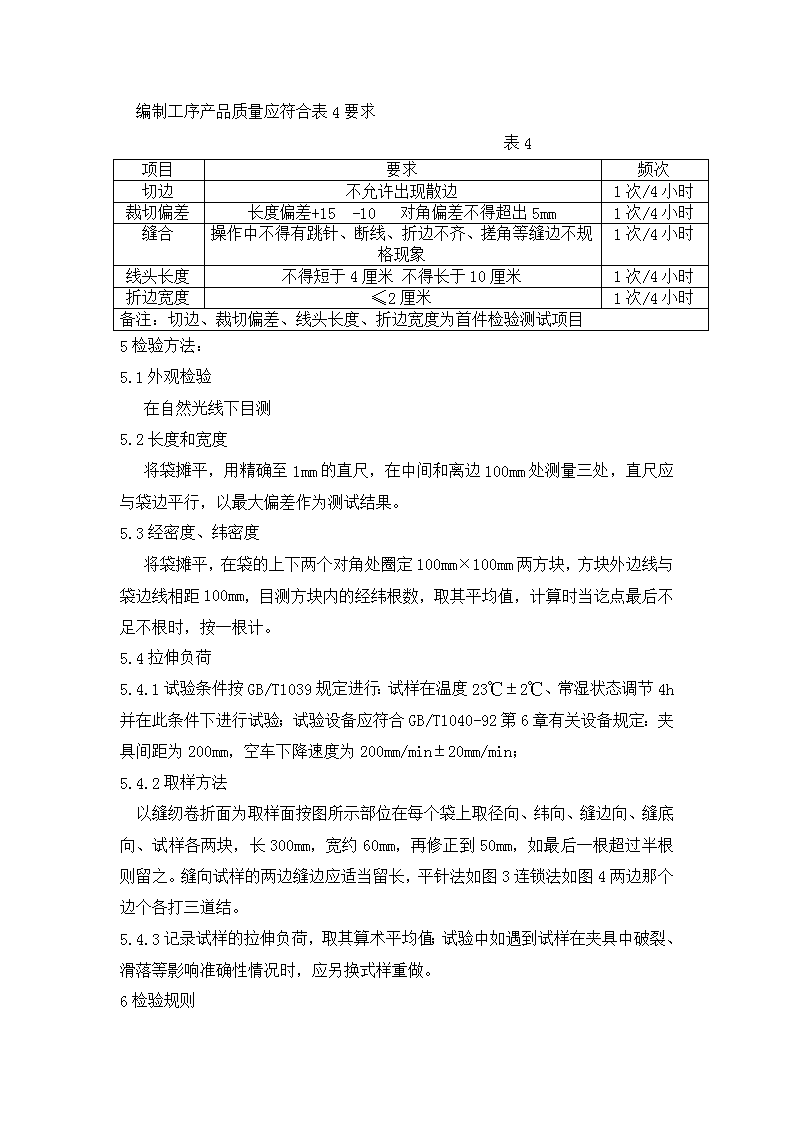
编制工序产品质量应符合表4要求表4项目要求频次切边不允许出现散边1次/4小时裁切偏差长度偏差+15-10对角偏差不得超出5mm1次/4小时缝合操作中不得有跳针、断线、折边不齐、搓角等缝边不规格现象1次/4小时线头长度不得短于4厘米不得长于10厘米1次/4小时折边宽度≤2厘米1次/4小时备注:切边、裁切偏差、线头长度、折边宽度为首件检验测试项目5检验方法:5.1外观检验在自然光线下目测5.2长度和宽度将袋摊平,用精确至1mm的直尺,在中间和离边100mm处测量三处,直尺应与袋边平行,以最大偏差作为测试结果。5.3经密度、纬密度将袋摊平,在袋的上下两个对角处圈定100mm×100mm两方块,方块外边线与袋边线相距100mm,目测方块内的经纬根数,取其平均值,计算时当讫点最后不足不根时,按一根计。5.4拉伸负荷5.4.1试验条件按GB/T1039规定进行:试样在温度23℃±2℃、常湿状态调节4h并在此条件下进行试验;试验设备应符合GB/T1040-92第6章有关设备规定:夹具间距为200mm,空车下降速度为200mm/min±20mm/min;5.4.2取样方法以缝纫卷折面为取样面按图所示部位在每个袋上取径向、纬向、缝边向、缝底向、试样各两块,长300mm,宽约60mm,再修正到50mm,如最后一根超过半根则留之。缝向试样的两边缝边应适当留长,平针法如图3连锁法如图4两边那个边个各打三道结。5.4.3记录试样的拉伸负荷,取其算术平均值;试验中如遇到试样在夹具中破裂、滑落等影响准确性情况时,应另换式样重做。6检验规则
6.1过程产品实施公司确定的“三确认”现场管理法,员工既是操作者又是检验员,将质量责任制完全落实到每个员工肩上,保证每一道工序在生产制造过程中“不制造不良品、不接收不良品、不交付不良品”;生产工人对变更生产条件后加工的、新原料、新模具生产的第一件产品应由质检员、班组长进行首检,并判定其符合性。首件产品确认合格后生产工人方可继续生产,质检员在过程检验记录中注明“首件检验”。6.2由专检人员实施过程产品的抽验,即对编织袋生产中的拉丝、编制、印刷、复膜、裁切缝纫岗位进行检验,并做好记录。质检员坚持巡回检验制度,按巡回检验要求每4小时对生产的产品进行检验并做好《过程检验记录》,对于发现的质量问题及时反馈给生产车间,以便采取措施,直至产品合格后方可继续生产。过程检验中的不合格品按《不合格品控制程序》进行处理。