

- 218.69 KB
- 2022-06-17 14:59:28 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
全国塑编行业包装大会[广州]二OO八年元月会议专刊会议演讲主题内衬膜粘合编织袋技术的工艺及设备烟台双华塑料机械有限公司刘俊玉一、简介内衬膜粘合编织袋(以下简称“内粘袋”)是近几年编织袋产品中出现的一个新品种。97年由甘肃轻机厂仿制内粘机和中空圆织机,海南富岛大化形成年产2000万条生产能力,内粘袋开始应用中国大陆包装行业。由于内粘袋具有内衬膜编织袋、外涂膜编织、内涂膜编织袋(外涂膜后翻袋)的防潮、隔气的优点,而制造工艺又比上述三种袋简便,外观平整、挺刮美观,所以有防潮、防漏要求的化肥、化工产品开始大量采用内粘袋包装,市场需求量日益扩大。内粘袋是在中空圆织机(需要折径宽幅控制的特别精确的圆织机)织布过程中把内衬膜织入筒布中,鼓气展平内衬膜,收卷成有内衬膜的布卷,经过内粘机粘合、印刷、切断、缝纫成袋。这样的工艺,对内衬膜编织袋而言,省去了大量的套内衬膜的工作量。由于内衬膜是粘在外袋上,省去把内膜和外袋缝在一起的缝口工序。对外涂翻内袋而言,省去翻袋的工序。这里需要指出,内粘袋不追求很高的粘合牢度,而要尽可能地保持内衬袋原有的强度、伸长率、抗穿刺性。只要在机械化灌装时不产生内外层离层(不然,物料会灌入夹皮层)即可认为粘合良好。或者可以说,内粘袋不追求剥离强度,不能用剥离强度来检验粘合牢度。过分追求粘合牢度,就要提高粘合温度,过高的温度对外袋、内袋的强度都会造成损伤。二、内粘袋的工艺及设备:l、内衬膜的吹制内粘袋的内衬膜和普通内衬膜编织袋的内衬膜是不同的。普通内衬膜是单层的LDPE或}玎)PE,用单层吹膜机即可吹制。而内粘袋的内膜是双层结构,膜的外层是粘合层,必须用双层共挤吹膜机吹制。内衬膜内层一般用低压聚乙烯(}玎)PE),强度和抗穿刺性较好,有利于后工序的穿膜、鼓气、热合以及灌装使用。一般厚度为0.025~o.045mm。外层粘合层用EvA树脂K乙烯(E)和乙酸乙烯(VA)共聚物习,该层的厚度约为内层的1,3—1/2。内粘袋的内膜用双层共挤吹膜机吹制。当内粘机热合速度为35米/分时,一台12160/D45双层共挤吹膜机可以和一台内粘机产量匹配。12j60螺杆挤出PE(内层),lzl45螺杆挤出EvA(外层)。吹胀比不应小于3.5,吹膜宽500一600衄时,口膜尺寸D85—100衄较合适。吹胀比过小时,膜的横向强度差,在后工序的圆织鼓气展平和热合鼓气过程中膜容易破裂,造成废品,影响产量。以上说的产量匹配问题是国内某厂的例案。这个例子是说内粘机和吹膜机24小时连续运转的情况,内粘机连续运转的速度为35米,吹膜机速度必须大于35米/分(38米一40米/分)才能供上内粘机。如果吹膜机的膜冷却和塑化情况更好,可以选用小一些的吹膜机。由于给圆织机供膜是在主机架和经纱架之间的经纱下,空间狭小,人工装膜,膜卷不宜过大,一般在50埏一80蚝,即长度为1200米~2000米,卷。2、织布内粘袋的织布是在圆织过程中连续把内膜穿到筒布中,形成带有内膜的布卷。所使用的圆织机和普通圆织机略有不同。有的厂家叫它为中空圆织机,有的厂叫为带内膜圆织机。这种圆织机的主轴是空芯的。主轴旋转,但主轴中心的套筒不旋转,并设置了防止膜穿行时打扭的装置。膜卷放置在主机旁的放卷架上,从主轴中心的套筒呈束状穿入主轴内,和编织布~起提升,过了提升辊后,用气枪针头刺穿布和膜鼓气(压缩空气)。和吹膜一样,只要膜不破,鼓入的这段气可一直保持下去。鼓气是为了把膜展平贴向筒布,经过收卷辊卷成带内膜的布卷。一卷膜用完时,用胶粘带把膜端和下一卷的膜头粘接好,接头不能漏气。这里需要特别注意下面几个问题:l、如果圆织机的折径中国包装联合会塑料制品包装委员会塑料编织行业协作中心
宽幅误差太大,最后内粘后废品率会大幅提升,这就是某些设备生产厂家说的内粘袋成品率不足70%的原因之一2、某些设备生产厂家推出无油润滑的销售概念,但是实际生产中又不能不润滑,就采用乳化液润滑,由于乳化液也为油脂化合物,更易对布面造成污染,所以通过内粘机时会出现部分不粘合或粘合不牢,导致废品率大量增加3、圆织机在膜织入后的收卷要保持平整不要打折,因为打折后的折痕会影响内粘的效果,导致废品率增加。上述问题烟台双华塑料机械有限公司均已解决!内粘机和圆织机的产量匹配:以烟台双华塑料机械有限公司生产的小六梭圆织机(专利号为zL99222128.5)和“烟台双华”产的卧式内粘机为例,内粘机速度按30米/分计,日产量30米/分×60分×24小时×95%=41040米/日。小六梭中空圆织机日产量为800米,班×3班=2400米/日,一台内粘机可匹配的圆织机数为:41000÷2400=18.9(台),实际标准配备20台为宜。3、内衬膜粘合中空圆织机织出的带内衬膜的布卷,在内粘机上热合,把内衬膜和外袋粘合起来。内粘机一般都是分三部分组成(1)放卷部分包括布卷起重、双工位放卷轴、快放机构,为了提高工艺出品率,内粘机都是连续运转的,当上一卷布热合快完时,要快速把布头用快放机构放出来和下一卷布快速接好。在放卷部分设计布的快放机构很有必要。(2)热合部分包括牵引辊、压合辊、膜和布的加热装置、压合后的冷却装置。(3)收卷部分包括收卷辊、压布辊、送布辊。如前文所说,内粘袋的内衬膜是双层结构,内膜的外层(粘合层)紧贴筒布内层,两者需要热合在一起,而在热合过程中膜的内层又不能相互粘连,这是基本的要求,所以要求膜的外层融熔温度要远远低于膜内层和编织袋的融熔温度。EVA正具备这个要求。EVA在100℃以下即开始软化,在一定压力下就可以和另一种材料粘合在一起。内粘机对布和膜的加热,不论加热采用辐射、对流、传导哪种方式,还是联合使用几种方式,都是可以的。我们分析PP、PE软化温度,可以确定布和膜的温度不超过115℃,内膜就不会产生粘连,布也不会受到损伤。经过反复测试,风温在180℃一200℃,在辐射、对流热作用下6秒钟可使布温和膜温达到110℃一120℃,当布的运行速度为30米/分,3米的距离布需走6秒钟。因此,加热区的长度为3米左右足够使膜达到热合温度,也不会过热。目前国内生产的内粘机有立式和卧式两种机型。98年笔者在甘肃省轻机厂任职时曾为海南某厂生产过立式内粘机,并销到印尼。这种立式内粘机参照韩国引进的立式内粘机设计,放卷和卷布设在地面,布和膜的加热在一个高9.5米的立式机架中完成。布从地面放卷后引入9米高的牵引辊,充气向下运行,先经过两段1.2米可以开合的远红外陶瓷加热筒辐射加热筒布(加热筒装机加热功率为40kW)然后紧贴着套在一个钢制的表面光滑的“内胆”外向下运行,此“内胆”由高频感应加热,频率2000—3000Hz,装机功率30kw。内胆装水防止胆温超过100℃。可控硅高频发生器及感应圈由蒸馏水冷却系统冷却泵循环冷却,而蒸馏水的冷却由铜管散热器外的自来水循环泵冷却。.加热了的布向下经人字板、压合辊挤压完成热合,进入地面收卷机成卷。立式内粘机的总装机功率82kW.设计运行速度27米/分,正常运行速度为22—25米/分。立式内粘机的成功引进、消化吸收、8年的运行,作为先驱为内粘袋在包装业的推广功不可没。从创新的思路来看立式内粘机,它有不少不足之处可以改进:(1)高空操作,不安全,不方便(2)敞开式加热功率损失大(3)内膜贴着内胆滑行,容易褂膜(200kg重的内胆以小滚轮压在内膜和胶辊之间容易撕破内膜),所以运行速度不能提高。根据以前使用、设计制造内粘机的知识和经验,笔者在烟台双华塑料机械有限公司设计成功了卧式内粘机。该设计舍弃了影响速度提高的“内胆”加热模式,改敞开式加热为密闭红外辐射切向风加热,改立式加热为卧式加热,加热装机功率由立式的70kW降为27kW,总装机功率由立式机82kW降为40kW,运行速度由立式机的25米/分提高为38米/分。人在地面操作,极为方便可靠,其销售价格只为立式内粘机的1/2左右。该机已在国内多个编织袋厂家成功运转。2006年8月30日,该机获16中国包装联合会塑料制品包装委员会塑料编织行业协作中心
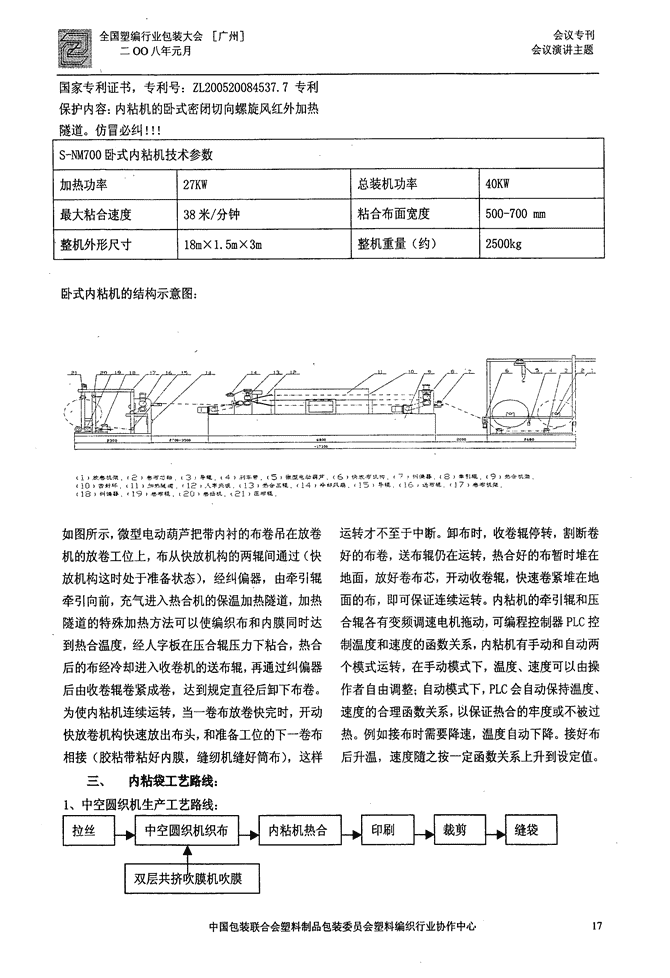
全国塑编行业包装大会[广州]二00八年元月会议专刊会议演讲主题国家专利证书,专利号:zL200520084537.7专利保护内容:内粘机的卧式密闭切向螺旋风红外加热隧道。仿冒必纠!!!S—NM700卧式内粘机技术参数加热功率27KW总装机功率40KW最大粘合速度38米/分钟粘合布面宽度500一700咖整机外形尺寸18m×1.5m×3m整机重量(约)2500kg卧式内粘机的结构示意图:(1J兢志机颦‘己"皂而苗轴‘3·导辊t4)刹车带.(5"徽型电甜葫芦(6I快袁布洗髑‘-7·纠俯器.‘8,章gI辊,‘9)热合帆杂‘lO"密甜珥lll’加热隧道f12,,L亭去咀‘13,热音三辊.(14,辱印凡扇,‘15’导辊(i6,连可辘r】7)啦布机架c18)纠俯#.r19"甚币辊.【201怠插帆.t21)庄丽辊如图所示,微型电动葫芦把带内衬的布卷吊在放卷机的放卷工位上,布从快放机构的两辊间通过(快放机构这时处于准备状态),经纠偏器,由牵引辊牵引向前,充气进入热合机的保温加热隧道,加热隧道的特殊加热方法可以使编织布和内膜同时达到热合温度,经人字板在压合辊压力下粘合,热合后的布经冷却进入收卷机的送布辊,再通过纠偏器后由收卷辊卷紧成卷,达到规定直径后卸下布卷。为使内粘机连续运转,当一卷布放卷快完时,开动快放卷机构快速放出布头,和准备工位的下一卷布相接(胶粘带粘好内膜,缝纫机缝好筒布),这样三、内粘袋工艺路线:l、中空圆织机生产工艺路线:运转才不至于中断。卸布时,收卷辊停转,割断卷好的布卷,送布辊仍在运转,热合好的布暂时堆在地面,放好卷布芯,开动收卷辊,快速卷紧堆在地面的布,即可保证连续运转。内粘机的牵引辊和压合辊各有变频调速电机拖动,可编程控制器PLc控制温度和速度的函数关系,内粘机有手动和自动两个模式运转,在手动模式下,温度、速度可以由操作者自由调整:自动模式下,PLC会自动保持温度、速度的合理函数关系,以保证热合的牢度或不被过热。例如接布时需要降速,温度自动下降。接好布后升温,速度随之按一定函数关系上升到设定值。中国包装联合会塑料制品包装委员会塑料编织行业协作中心17