

- 251.28 KB
- 2022-06-17 14:58:57 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
第圆7卷第6期天津工业大学学报Vol.27No.6圆园园8年12月允韵哉砸晕粤蕴韵云栽陨粤晕允陨晕孕韵蕴再栽耘悦匀晕陨悦哉晕陨灾耘砸杂陨栽再December2008二维编织碳纤维缝合线耐磨损性能的研究王东宁袁焦亚男渊天津工业大学先进纺织复合材料教育部重点实验室袁天津300160冤摘要院针对碳纤维丝束和捻线在纺织预制件或预浸料的缝合过程中易发生起毛尧断丝的情况袁设计了二维管状编织结构的碳纤维缝合线.采用TM式丝抱合力试验机对不同编织工艺参数的缝合线试样进行耐磨损性能试验袁并与丝束试样和捻线试样比较.结果表明院二维管状编织结构碳纤维缝合线的耐磨损性比丝束和捻线有大幅度的提高曰直径和花节长度对耐磨次数影响较大袁张力300cN时袁比花节长度为2.1的试样的耐磨次数为相同细度丝束的4.08倍袁张力200cN时袁此试样耐磨次数为相同细度丝束的12倍.关键词院二维编织曰缝合线曰碳纤维曰耐磨损性中图分类号院TS186.5曰TB332文献标识码院A文章编号院员远苑员原园圆源载渊圆园园8冤06原园园11原园4Abrasionpropertiesof2DbraidedcarbonfibersewingthreadWANGDong-ning袁JIAOYa-nan渊KeyLaboratoryofAdvancedTextileCompositeMaterialsofMinistryofEducation袁TianjinPolytechnicUniversity袁Tianjin300160袁China冤Abstract院Two-dimensionalbraidedstructuralsewingthreadmadeofcarbonfiberistailoredtoconquerthefuzzandruptureproblemofthecarbontowandtwistedcarbonyarninstitchingprocessofcomposites.Abrasionexperimentsareconductedonsampleswithdifferentbraidingparameters袁andcomparedwiththetowandtwistedyarns.TestswerefinishedonTMstyleabrasionmachineofDaieiKuseikiCompany.Theresultsshowthatthe2Dbraidedthreadhasbetterresistancetoabrasionthanothers曰bothdiameterofthreadandpitchlengthinfluencetheabrasiontimesevidently.Abrasiontimesof2Dthreadis4.08timesofsamesizedtowswhenthetensionis300cN袁whilethemultipleincreasesto12forthe200cNtensionforce.Keywords院two-dimensionalbraid曰sewingthread曰carbonfiber曰abrasionproperty缝合复合材料以其优良的层间断裂韧性、冲击损好的兼容性,并且不会与树脂发生反应;与所缝合的伤容限和较低的制作成本而越来越受到各国研究者预制件或预浸料的纤维种类尽量相同,保持整体材料的关注,其制造过程包括纺织预制件成型、缝合和树的性能一致性;具有良好的强度、韧性和耐磨损性等.脂注入.在过去的十几年中,纺织预制件成型技术和因此玻璃纤维线、芳纶线和碳纤维线成为缝合线的首树脂注入技术已获得了长足的发展,但缝合技术仍然选.其中玻璃纤维虽然强度较高,但刚度较低、纤维密有待进一步提高[1].缝合技术是指采用缝合线使二维[3]度较大且容易断丝,因此应用受到限制;芳纶线柔韧织物构成准三维立体织物或使分离的数块织物连接性好、强度和模量高,具有优良的耐热性和耐磨损性,成整体结构的技术,参数包括缝合线原料种类、缝合是常用的缝合线类型.但它与树脂的浸润性较差,在密度、缝针、缝合方法和缝合速度等.就一般意义的缝湿热环境中使层板的吸湿量提高了31%,造成性能下合而言,缝合线可以是能够进行缝纫操作的任何纤维.[4]降.考虑到与碳纤维复合材料的匹配性,用碳纤维作但对于先进纺织复合材料构件,由于特殊的性能要缝合线是最恰当的.但碳纤维一般较脆,耐磨损性差,[2]求,缝合线的选择有其特定的标准:要求与树脂有良在缝合过程中碳纤维在针眼处的摩擦会导致其断线,收稿日期院2008-06-26基金项目院天津市科技攻关项目(043104711)作者简介院王东宁(1985—),男,硕士研究生;焦亚男(1971—),女,博士,副教授,导师.E-mail:jiaoyn@tjpu.edu.cnPDF文件使用"pdfFactoryPro"试用版本创建www.fineprint.cn
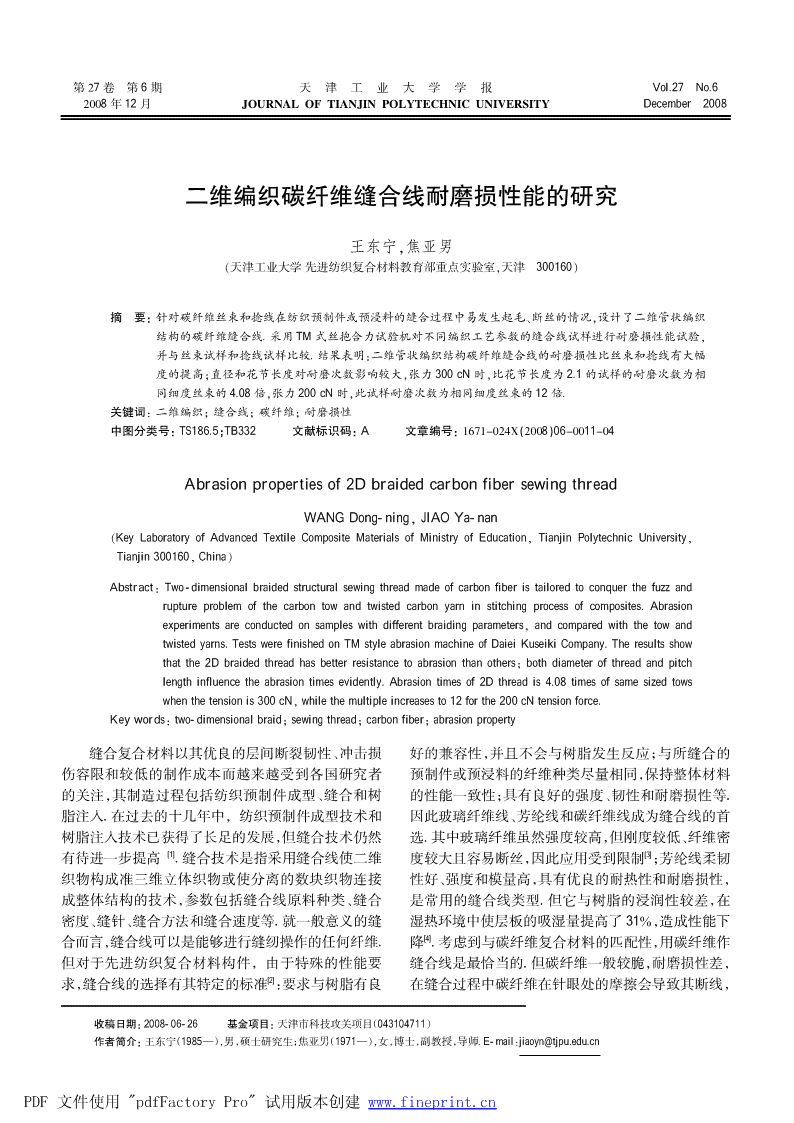
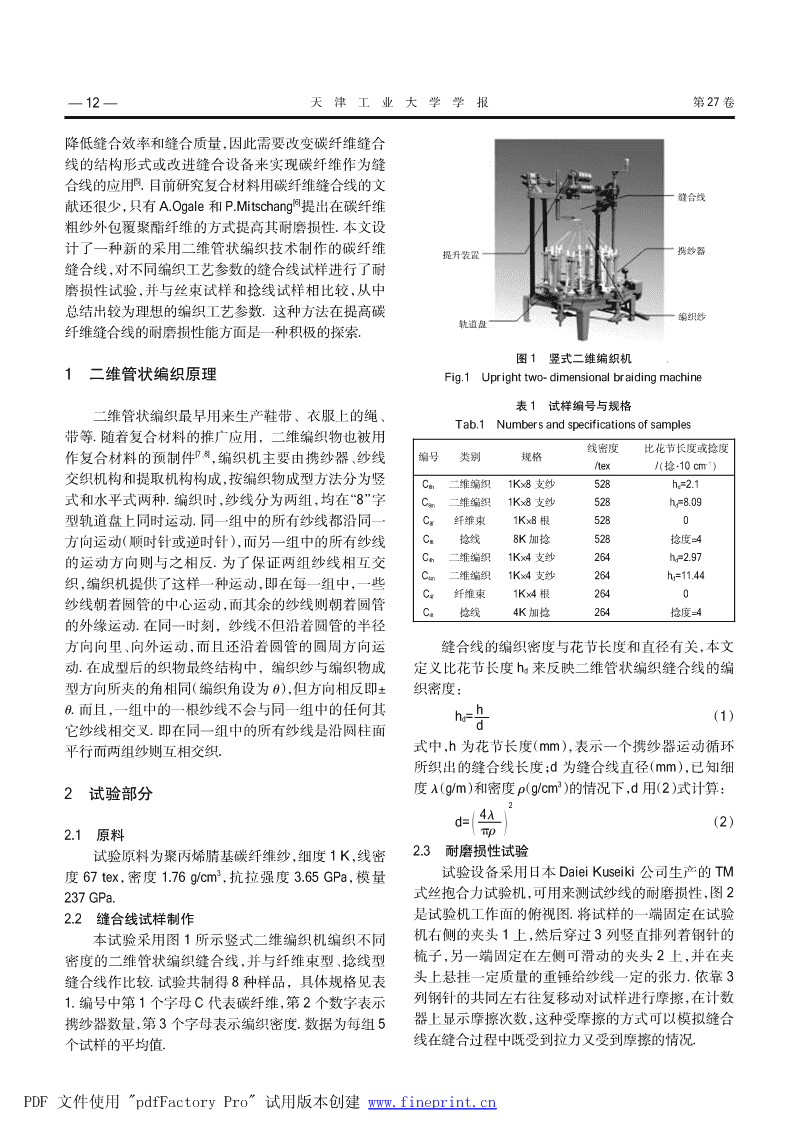
要12要天津工业大学学报第27卷降低缝合效率和缝合质量,因此需要改变碳纤维缝合线的结构形式或改进缝合设备来实现碳纤维作为缝[5]合线的应用.目前研究复合材料用碳纤维缝合线的文缝合线[6]献还很少,只有A.Ogale和P.Mitschang提出在碳纤维粗纱外包覆聚酯纤维的方式提高其耐磨损性.本文设计了一种新的采用二维管状编织技术制作的碳纤维携纱器提升装置缝合线,对不同编织工艺参数的缝合线试样进行了耐磨损性试验,并与丝束试样和捻线试样相比较,从中总结出较为理想的编织工艺参数.这种方法在提高碳编织纱轨道盘纤维缝合线的耐磨损性能方面是一种积极的探索.图1竖式二维编织机1二维管状编织原理Fig.1Uprighttwo-dimensionalbraidingmachine表1试样编号与规格二维管状编织最早用来生产鞋带、衣服上的绳、Tab.1Numbersandspecificationsofsamples带等.随着复合材料的推广应用,二维编织物也被用线密度比花节长度或捻度作复合材料的预制件[7,8],编织机主要由携纱器、纱线编号类别规格/tex/渊捻窑10cm-1冤交织机构和提取机构构成,按编织物成型方法分为竖C8h二维编织1K伊8支纱528hd=2.1式和水平式两种.编织时,纱线分为两组,均在“8”字C8m二维编织1K伊8支纱528hd=8.09型轨道盘上同时运动.同一组中的所有纱线都沿同一C8f纤维束1K伊8根5280方向运动(顺时针或逆时针),而另一组中的所有纱线C8t捻线8K加捻528捻度越4的运动方向则与之相反.为了保证两组纱线相互交C4h二维编织1K伊4支纱264hd=2.97C4m二维编织1K伊4支纱264hd=11.44织,编织机提供了这样一种运动,即在每一组中,一些C4f纤维束1K伊4根2640纱线朝着圆管的中心运动,而其余的纱线则朝着圆管C4t捻线4K加捻264捻度越4的外缘运动.在同一时刻,纱线不但沿着圆管的半径方向向里、向外运动,而且还沿着圆管的圆周方向运缝合线的编织密度与花节长度和直径有关,本文动.在成型后的织物最终结构中,编织纱与编织物成定义比花节长度hd来反映二维管状编织缝合线的编型方向所夹的角相同(编织角设为兹),但方向相反即依织密度:兹.而且,一组中的一根纱线不会与同一组中的任何其hhd=(1)d它纱线相交叉.即在同一组中的所有纱线是沿圆柱面平行而两组纱则互相交织.式中,h为花节长度(mm),表示一个携纱器运动循环所织出的缝合线长度;d为缝合线直径(mm),已知细32试验部分度姿(g/m)和密度籽(g/cm)的情况下,d用(2)式计算:24姿d=蓸蔀(2)仔籽2.1原料试验原料为聚丙烯腈基碳纤维纱,细度1K,线密2.3耐磨损性试验度67tex,密度1.76g/cm3,抗拉强度3.65GPa,模量试验设备采用日本DaieiKuseiki公司生产的TM237GPa.式丝抱合力试验机,可用来测试纱线的耐磨损性,图22.2缝合线试样制作是试验机工作面的俯视图.将试样的一端固定在试验本试验采用图1所示竖式二维编织机编织不同机右侧的夹头1上,然后穿过3列竖直排列着钢针的密度的二维管状编织缝合线,并与纤维束型、捻线型梳子,另一端固定在左侧可滑动的夹头2上,并在夹头上悬挂一定质量的重锤给纱线一定的张力.依靠3缝合线作比较.试验共制得8种样品,具体规格见表1.编号中第1个字母C代表碳纤维,第2个数字表示列钢针的共同左右往复移动对试样进行摩擦,在计数器上显示摩擦次数,这种受摩擦的方式可以模拟缝合携纱器数量,第3个字母表示编织密度.数据为每组5个试样的平均值.线在缝合过程中既受到拉力又受到摩擦的情况.PDF文件使用"pdfFactoryPro"试用版本创建www.fineprint.cn
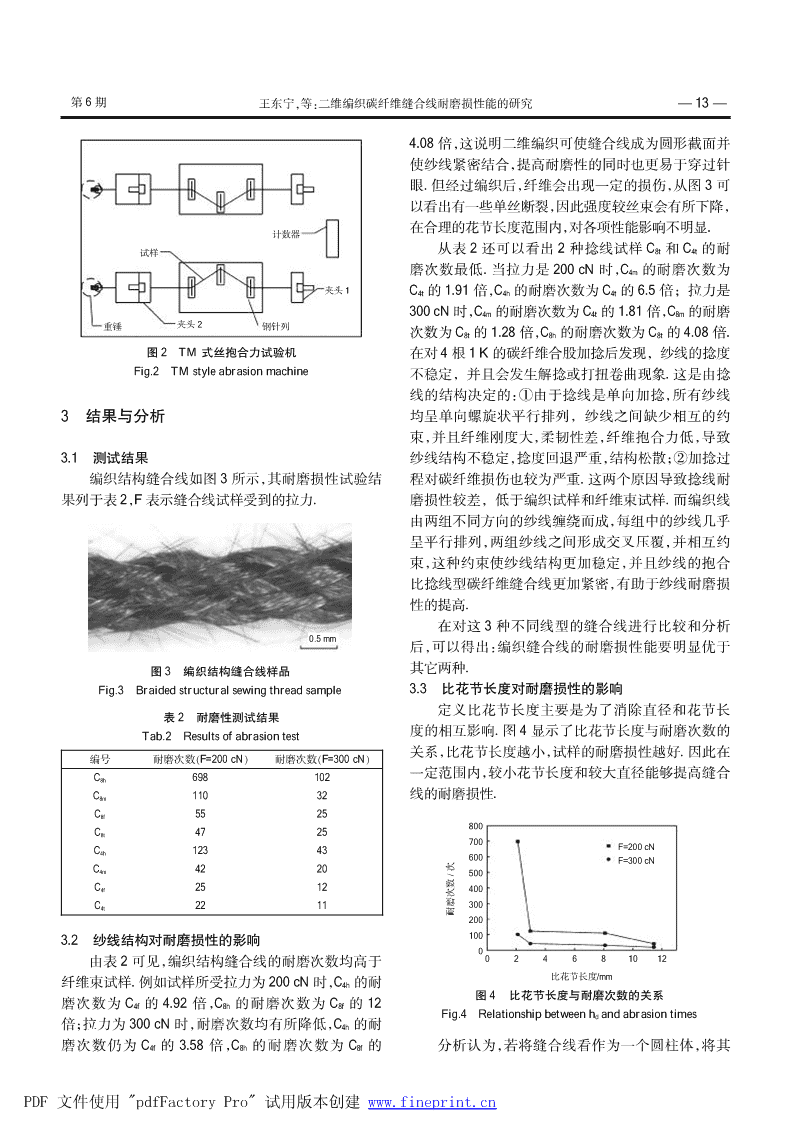
第6期王东宁袁等院二维编织碳纤维缝合线耐磨损性能的研究要13要4.08倍,这说明二维编织可使缝合线成为圆形截面并使纱线紧密结合,提高耐磨性的同时也更易于穿过针眼.但经过编织后,纤维会出现一定的损伤,从图3可以看出有一些单丝断裂,因此强度较丝束会有所下降,在合理的花节长度范围内,对各项性能影响不明显.计数器试样从表2还可以看出2种捻线试样C8t和C4t的耐磨次数最低.当拉力是200cN时,C4m的耐磨次数为夹头1C4t的1.91倍,C4h的耐磨次数为C4t的6.5倍;拉力是300cN时,C4m的耐磨次数为C4t的1.81倍,C8m的耐磨重锤夹头2钢针列次数为C8t的1.28倍,C8h的耐磨次数为C8t的4.08倍.图2TM式丝抱合力试验机在对4根1K的碳纤维合股加捻后发现,纱线的捻度Fig.2TMstyleabrasionmachine不稳定,并且会发生解捻或打扭卷曲现象.这是由捻线的结构决定的:淤由于捻线是单向加捻,所有纱线3结果与分析均呈单向螺旋状平行排列,纱线之间缺少相互的约束,并且纤维刚度大,柔韧性差,纤维抱合力低,导致3.1测试结果纱线结构不稳定,捻度回退严重,结构松散;于加捻过编织结构缝合线如图3所示,其耐磨损性试验结程对碳纤维损伤也较为严重.这两个原因导致捻线耐果列于表2,F表示缝合线试样受到的拉力.磨损性较差,低于编织试样和纤维束试样.而编织线由两组不同方向的纱线缠绕而成,每组中的纱线几乎呈平行排列,两组纱线之间形成交叉压覆,并相互约束,这种约束使纱线结构更加稳定,并且纱线的抱合比捻线型碳纤维缝合线更加紧密,有助于纱线耐磨损性的提高.在对这3种不同线型的缝合线进行比较和分析0.5mm后,可以得出:编织缝合线的耐磨损性能要明显优于图3编织结构缝合线样品其它两种.Fig.3Braidedstructuralsewingthreadsample3.3比花节长度对耐磨损性的影响定义比花节长度主要是为了消除直径和花节长表2耐磨性测试结果度的相互影响.图4显示了比花节长度与耐磨次数的Tab.2Resultsofabrasiontest关系,比花节长度越小,试样的耐磨损性越好.因此在编号耐磨次数渊F=200cN冤耐磨次数渊F=300cN冤C8h698102一定范围内,较小花节长度和较大直径能够提高缝合C8m11032线的耐磨损性.C8f5525800C8t4725700C4h12343F=200cN600F=300cNC4m4220500C4f2512400C4t22113002001003.2纱线结构对耐磨损性的影响0由表2可见,编织结构缝合线的耐磨次数均高于024681012比花节长度/mm纤维束试样.例如试样所受拉力为200cN时,C4h的耐图4比花节长度与耐磨次数的关系磨次数为C4f的4.92倍,C8h的耐磨次数为C8f的12Fig.4Relationshipbetweenhdandabrasiontimes倍;拉力为300cN时,耐磨次数均有所降低,C4h的耐磨次数仍为C4f的3.58倍,C8h的耐磨次数为C8f的分析认为,若将缝合线看作为一个圆柱体,将其PDF文件使用"pdfFactoryPro"试用版本创建www.fineprint.cn
要14要天津工业大学学报第27卷外表面展开,若花节长度较长,则缝合线轴向方向上产,为推广碳纤维缝合线的应用奠定基础.单位长度内的纱线较少,编织密度偏低,纱线抱合稀(2)采用编织结构制作的碳纤维复合材料缝合线松,缝合线在受摩擦过程中易造成个别纱线断裂,从相比于纤维束型和捻线型的缝合线,在耐磨损性能上而使其编织结构发生破坏,导致耐磨性下降并发生断有很大提高.线;如果花节长度过小,由于编织角的增大也会引起(3)编织参数对缝合线的耐磨损性能影响明显,缝合线柔韧性和拉伸强度的降低.在一定范围内,缝合理调整编织工艺参数可改善碳纤维缝合线的表面合线的直径越大,强力和耐磨损性就越高,在缝合过结构,减少纤维断裂,从而提高缝合线的耐磨损性能.程中纤维越不易发生断线,并且缝合线直径的增大可明显改变裂纹的扩展模式,提高抗分层能力、裂纹扩参考文献院展阻力和缝合复合材料的层间断裂韧性,但也会引起更多的面内纤维损伤,并使缝合线的拉伸强度和柔韧[1]SICKINGERC,WILMESH,HERBECKL援Structuralstitch原性降低.所以缝合线应该有其最佳的比花节长度,即ingasamethodtodesignhigh-performancecompositesinfu原最佳的花节长度和直径比例.ture[C]椅DeutscherLuft-undRaumfahrtskongress.Leipzing:3.4摩擦张力对耐磨损性的影响DruckereiThierbach,2000援[2]FRIEDRICHKlaus,FAKIROVStoyko,ZHANGZhong援Pol-耐磨损试验中对缝合线施加的拉力是模拟实际ymerComposites:FromNano-toMacro-Scale[M]援Berlin:缝合过程中缝合线受到的高速运动的缝针的拉力和Springer,2005:217-218援从预浸料或预制件中穿过时受到织物的阻力.试验中[3]WHITESIDEJb,DEIASlRj,SCHULTERl援Measurementof通过改变重锤质量调整拉力的大小.从图4中可以看preferentialmoistureingressincompositewing/sparjoints[J]援出,当拉力从200cN调整到300cN时,耐磨次数都有CompositesScienceandTechnology,1985,24(22):123-145援一定程度的下降,其中最大下降幅度达到85%.因此[4]李野援复合材料缝合结构的力学性能及湿热效应[J]援结在实际缝合过程中,高速缝合和大阻力都会导致缝合构强度研究,2002,(2):744援线的耐磨次数降低.造成阻力大的原因有预制件的厚[5]赵龙,谢向利援复合材料缝纫技术研究[C]椅第十一届全度、纤维体积含量等,所以在使用碳纤维缝合线时应国复合材料学术会议论文集援合肥:中国科学技术大学出尽量采用较低缝合速度,避免对太厚或太硬的预制件版社,2000:346援[6]OGALEAmo1,MITSCHANGPeter援Tailoringoftextilepre原进行缝合.formsforfibre-reinforcedpolymercomposites[J]援JournalofIndustrialTextiles,2004,34:77-96援4结论[7]黄故.现代纺织复合材料[M]援北京:中国纺织出版社,2000:53-65援(1)二维管状编织技术具有低成本、高效率的优[8]董卫国,黄故援包芯编带纱的制造工艺及结构参数[J]援纺势,用二维编织机制作碳纤维缝合线可以批量化生织学报,2004,25(2):66-68.PDF文件使用"pdfFactoryPro"试用版本创建www.fineprint.cn