

- 325.80 KB
- 2022-06-17 14:58:28 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
52 材料工程/2004年9期 BMI树脂RTM成型工艺性及其编织复合材料性能研究StudyonPerformanceofRTMProcessandBraidedCompositesofBismaleimideResin李小刚,李宏运,胡宏军,益小苏(北京航空材料研究院先进复合材料国防科技重点实验室,北京100095)LIXiao2gang,LIHong2yun,HUHong2jun,YIXiao2su(NationalKeyLaboratoryofAdvancedComposites,BeijingInstituteofAeronauticalMaterials,Beijing100095,China)摘要:对一种双马来酰亚胺树脂的树脂传递膜塑成型工艺性能及其二维编织复合材料的力学性能进行研究。结果发现:该BMI树脂在130~150℃之间,不仅具有低粘度,而且保持时间长,具有优异的RTM成型工艺性能。该树脂基编织复合材料不同方向力学性能不同,在编织角附近存在最大值。通过对其二维编织复合材料板的力学性能测试分析可知,采用传统的复合材料力学性能测试方法来评价二维编织复合材料的性能并不十分合适。关键词:双马来酰亚胺;树脂传递模塑成型;二维编织复合材料中图分类号:TB332文献标识码:A文章编号:100124381(2004)0920052205Abstract:TheperformanceofRTMprocessand2Dbraidedcompositesofbismaleimideresinwasstud2ied.Itisfoundthatnotonlythereisalowviscositybutalsothislowviscositycanberetainedinalongtime,theperformanceofRTMprocessofbismaleimideresinisveryexcellent.Inaddition,themechanicalpropertiesofBMImatrix2Dbraidedcompositesaredifferentindifferentdirections.Themaximumvaluewillappearaboutonthebraidedangle.Analysisshowsthattraditionaltestsisnotveryappropriatetoe2valuatemechanicalpropertiesof2Dbraidedcomposite.Keywords:bismaleimide;resintransfermoldingtechnology;2Dbraidedcomposite 实现高性能先进复合材料的低成本制造及扩展其显降低复合材料制造成本。此外,由于编织增强体中应用范围一直是国际复合材料研究领域最为关注的重纤维相互扭组与缠结,其扭曲稳定性、抗冲击性能、剪要方面之一。无论是从原材料,还是在其成型工艺方切强度以及抗层分离性都优于其他形式的增强体,特面,很多科学工作者均做出了大胆的探索与尝试,而对别对于回转体而言,可以结合单向带和长纱编织预制于70%的制造成本来自制造工艺的先进复合材料来粗纱来进行自由设计,并且是实现该形状结构件整体[1][6]说,后者显得更为有效。针对热固性树脂的成型特成型的理想工艺。由于国内在该领域研究起步较点,RTM成型工艺与编织技术的有机结合所得材料晚,基础数据积累较少,设计依据极度匮乏,严重阻碍结晶———树脂基编织复合材料就是最好的见证之了编织复合材料的发展与应用。另外,对于高性能[2,3]一。BMI树脂的二维编织复合材料的RTM成型工艺报道 利用编织技术制造增强材料预成型体,然后将其很少,其性能报道更是凤毛麟角,因此,本研究将采用铺放在模具中,通过树脂传递模塑成型技术将低粘度BMI树脂作为基体并采用RTM成型技术制备复合材树脂在一定压力作用下注入预先铺好增强体的密闭模料,并对其力学性能进行研究,以期对编织复合材料的[4,5]具中,浸渍增强体并在一定条件下固化成型。二结构设计提供更加广泛的依据。维编织复合材料与传统的二维层合板复合材料相比,1 实验部分避免预浸料的制备与手工铺层的繁琐过程,而是采用编织技术制造预成型体,不仅增加了工艺的自动化程111 原材料度,提高生产率,同时也简化了铺层工艺,降低了制造 试验采用日本东丽公司生产的12KT700碳纤劳动强度和废品率,因此与RTM成型工艺相结合明维,所采用BMI树脂主要原材料及其生产厂家如下:
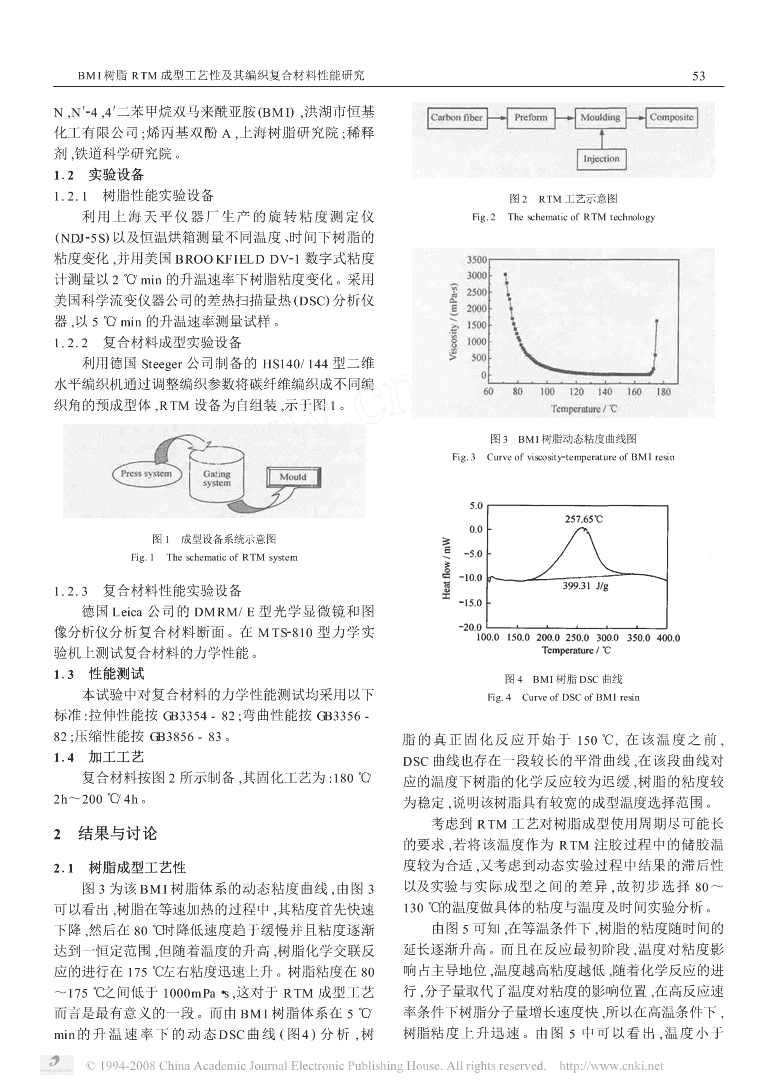
BMI树脂RTM成型工艺性及其编织复合材料性能研究53N,N′24,4′二苯甲烷双马来酰亚胺(BMI),洪湖市恒基化工有限公司;烯丙基双酚A,上海树脂研究院;稀释剂,铁道科学研究院。112 实验设备1.2.1 树脂性能实验设备图2RTM工艺示意图 利用上海天平仪器厂生产的旋转粘度测定仪Fig.2TheschematicofRTMtechnology(NDJ25S)以及恒温烘箱测量不同温度、时间下树脂的粘度变化,并用美国BROOKFIELDDV21数字式粘度计测量以2℃/min的升温速率下树脂粘度变化。采用美国科学流变仪器公司的差热扫描量热(DSC)分析仪器,以5℃/min的升温速率测量试样。1.2.2 复合材料成型实验设备 利用德国Steeger公司制备的HS140/144型二维水平编织机通过调整编织参数将碳纤维编织成不同编织角的预成型体,RTM设备为自组装,示于图1。图3BMI树脂动态粘度曲线图Fig.3Curveofviscosity2temperatureofBMIresin图1 成型设备系统示意图Fig.1TheschematicofRTMsystem1.2.3 复合材料性能实验设备 德国Leica公司的DMRM/E型光学显微镜和图像分析仪分析复合材料断面。在MTS2810型力学实验机上测试复合材料的力学性能。113 性能测试图4BMI树脂DSC曲线 本试验中对复合材料的力学性能测试均采用以下Fig.4CurveofDSCofBMIresin标准:拉伸性能按GB3354-82;弯曲性能按GB3356-82;压缩性能按GB3856-83。脂的真正固化反应开始于150℃,在该温度之前,114 加工工艺DSC曲线也存在一段较长的平滑曲线,在该段曲线对 复合材料按图2所示制备,其固化工艺为:180℃/应的温度下树脂的化学反应较为迟缓,树脂的粘度较2h~200℃/4h。为稳定,说明该树脂具有较宽的成型温度选择范围。 考虑到RTM工艺对树脂成型使用周期尽可能长2 结果与讨论的要求,若将该温度作为RTM注胶过程中的储胶温211 树脂成型工艺性度较为合适,又考虑到动态实验过程中结果的滞后性 图3为该BMI树脂体系的动态粘度曲线,由图3以及实验与实际成型之间的差异,故初步选择80~可以看出,树脂在等速加热的过程中,其粘度首先快速130℃的温度做具体的粘度与温度及时间实验分析。下降,然后在80℃时降低速度趋于缓慢并且粘度逐渐 由图5可知,在等温条件下,树脂的粘度随时间的达到一恒定范围,但随着温度的升高,树脂化学交联反延长逐渐升高。而且在反应最初阶段,温度对粘度影应的进行在175℃左右粘度迅速上升。树脂粘度在80响占主导地位,温度越高粘度越低,随着化学反应的进~175℃之间低于1000mPa·s,这对于RTM成型工艺行,分子量取代了温度对粘度的影响位置,在高反应速而言是最有意义的一段。而由BMI树脂体系在5℃/率条件下树脂分子量增长速度快,所以在高温条件下,min的升温速率下的动态DSC曲线(图4)分析,树树脂粘度上升迅速。由图5中可以看出,温度小于
54 材料工程/2004年9期 100℃时,树脂粘度随时间增长速度平缓,具有很长的212BMI树脂基编织复合材料力学性能使用期,但粘度均在200mPa·s以上,而在100℃以上2.2.1BMI树脂基编织复合材料强度性能的温度,树脂的初始粘度可以在100mPa·s以下。 将同一编织角的编织布按同一方向铺层放入闭合模具后,注入胶液获得纤维体积含量在(55±1)%的复合材料板。假设编织方向为0°方向,分别取与编织方向夹角呈15,30,45,60,75,90°的方向将编织复合材料板按传统层合板的国家标准进行裁样,然后进行常规性能测试。 图6a,b分别为编织角θ=30,60°的编织复合材料板不同方向的拉伸强度、弯曲强度以及压缩强度曲线。由图6a可以看出,编织角θ=30°的复合材料板在30°方向拉伸强度达到最大值,在30°两侧拉伸强度随角图5BMI树脂粘度2时间曲线度偏离迅速降低,当角度降低到0°时,拉伸强度到达Fig.5Curveofviscosity2timeofBMIresin该范围内的最低值;而在另外一侧,60°角度方向,强度基本降低到最低点,在60~90°之间,拉伸强度基本 通过对实验数据进行非线性最小方差分析,可以没有变化。弯曲强度和压缩强度随角度方向的变化趋得知该BMI树脂的粘度计算数学模型符合双阿罗尼势与拉伸强度基本相似,所不同的是,弯曲强度和压缩乌斯年度方程:强度的峰值不是出现在30°,而是出现在45°左右。另ηt1=exp[exp(18.73865-7809.8688)t]外,编织角θ=30°的编织复合材料板在0°方向的拉伸η0T强度和压缩强度明显高于60~90°角度方向的强度式中:ηt为t时刻树脂粘度;η0为树脂初始粘度。值,但弯曲强度在0°方向同60~90°角度方向的强度 根据树脂的粘度模型,预测出树脂的粘度特性,可值一样,达到了强度的最低值。由图6b可以看出,编以进一步确定树脂的RTM成型工艺窗口。织角θ=60°的编织复合材料板不同方向的拉伸强度、 通过树脂的粘度数学模型,计算出不同温度下不弯曲强度以及压缩强度曲线显示:在60°方向上,编织同粘度的保持时间(表1)。结合图5分析可知:随着温度升高,相同粘度范围的保持时间逐渐减少。100,110,120℃时粘度增长缓慢,使用期长,而160,170℃粘度随时间增长迅速,粘度小于300mPa·s的保持时间均小于2h。只有在130~150℃之间注胶既可以满足树脂的低粘度,又可实现长时间注胶,因此选择该温度区间作为RTM成型工艺的注胶点是比较理想的,说明该BMI树脂的RTM成型工艺性能优异。表1BMI树脂不同温度下的粘度保持时间Table1TheretentivetimeofviscosityofBMIatdifferenttemperaturet/hT/℃≤400≤300≤200≤100≤50mPa·smPa·smPa·smPa·smPa·s1207.336.435.173.020.861305.424.874.102.791.471403.953.613.132.311.481502.872.652.341.821.29图6 编织复合材料板不同方向的强度性能1602.091.941.741.401.06Fig.6ThemechanicalpropertiesofBMIresinmatrix2Dcompositeindifferentdirection1701.521.431.291.070.84(a)θ=30°;(b)θ=60°
BMI树脂RTM成型工艺性及其编织复合材料性能研究55复合材料板的拉伸强度、弯曲强度以及压缩强度均达到最大值,另外,编织角θ=60°的编织复合材料板不同方向的强度曲线中,0°方向处于低强度值区,而且该方向的各个强度均是该复合材料板的最低值。在60°两侧强度随角度偏离迅速降低,波峰尖锐,在30°强度变化平缓,尤其是拉伸强度和压缩强度基本没有什么变化,在75~90°之间,强度也相差不多。 结合图6a,b可以比较出,编织角θ=60°的编织复合材料板的拉伸强度峰值与编织角θ=30°的编织复合材料板比较接近,而弯曲强度和压缩强度均明显高于编织角θ=30°的编织复合材料板的相应强度,其中弯曲强度高出20%,压缩强度高出22%,从而可以看出,编织角θ=60°的编织复合材料板性能优于编织角θ=30°的编织复合材料板,其强度选择面更宽。而且无论是θ=60°的编织复合材料板还是θ=30°的编织复合材料板在其强度最高值左右15°范围内强度下降迅速,在此范围之外的方向,强度下降缓慢,与最高值出现方向偏离越远,强度变化随角度变化越不明显。图7 编织复合材料板不同方向的模量性能Fig.7ThemechanicalpropertiesofBMIresinmatrix2.2.2BMI树脂基编织复合材料板的模量性能2Dcompositeindifferentdirection 图7为编织角θ=30,60°的编织复合材料板不同(a)θ=30°;(b)θ=60°方向的拉伸模量、弯曲模量以及压缩模量曲线,图7a中编织角θ=30°的编织复合材料板三种模量均在302.2.3BMI树脂基编织复合材料的性能分析~45°之间出现一波峰,拉伸模量最大,达到50GPa以 由实验结果可以看出,二维编织复合材料板的传上,弯曲模量与压缩模量也在45~50GPa之间。该材统力学性能测试结果与传统层合板的性能相比并不料各模量的最低值均出现在90°方向。而图7b中编织高,这主要有以下几个方面的因素:角θ=60°的编织复合材料板不同方向的拉伸模量、弯(1)纤维在编织过程中相互间产生摩擦,使得纤维曲模量以及压缩模量曲线比编织角θ=30°的编织复束受损,纤维被磨损,从而性能得到一定的损伤。合材料板不同方向的拉伸模量、弯曲模量以及压缩模(2)由于二维编织复合材料结构的各向异性,存在量曲线的变化趋势要清晰得多。三种模量在0~90°树脂富集区和纤维与树脂粘合区,所以材料在受到一方向范围内均出现一个波峰,波峰的具体位置在60°定方向的载荷时,不同部位、不同方向的纤维对其反应方向左右,模量沿该方向向两侧锐减,角度偏离越大,也不同,因此各成分对材料的性能贡献也存在很大差模量值越低。在30°方向开始,模量值下降较为平缓,异。图8为编织复合材料板的拉伸断面扫描照片。从延伸到0°方向,最低模量值为10GPa左右。编织角图8可以看出,在同一断面,不仅有纤维横向断裂区、θ=60°的编织复合材料板不同方向的模量与编织角富集树脂破坏区,还有纤维与树脂界面脱粘破坏。θ=30°的编织复合材料板不同方向的模量相比,前者(3)编织复合材料的优越性在于其整体性,而采用在30~90°方向上模量均保持在20GPa以上,而后者传统层合板的测试标准裁样进行编织复合材料板的性在0~60°方向上模量保持在20GPa以上,虽然高模量能测试,就本质而言破坏了其整体性,使得编织复合材方向范围变小,但在0~45°范围内模量值比较高,说料的优越性表现不出来,由于试样中纤维被裁断,所以明若复合材料板的主受力方向在0~30°范围内,选用造成材料性能比较低。编织角θ=30°的编织复合材料板比较合适,而复合材 图9为编织复合材料板的破坏断面扫描照片。从料板主要在45~90°范围内承载时,则应选用θ=60°图9可以看出,编织复合材料按照传统层合板的测试的编织复合材料板。另外,在30~45°范围内θ=60°标准裁样的试样破坏断面平滑,由于编织纤维束与载的复合材料板的模量变化突然,因此在该方向范围内荷方向必然存在一定角度,因此试样受载荷时,纤维束受力时,应选用编织角θ=30°的编织复合材料板更为内力学性能高,而束间由于树脂的简单粘接,强度低,合适。所以在载荷作用下,试样纤维束间的破坏影响较大,图
56 材料工程/2004年9期 9a中断面比较光滑,纤维断裂较少。由试样破坏的另略低,除编织过程对增强纤维的磨损、材料不均一等影一端面(图9b)表现得更为明显,试样由于纤维束间的响因素外,主要归因于传统测试方法破坏了该结构的滑脱而破坏。整体性。因此以传统的测试方法所得的实验结果作为评价编织复合材料的整体性能依据并不十分合适。参考文献[1]秦伟,张志谦,等.编织增强体液体成型复合材料及其界面的研究[J].纤维复合材料,2000,(3):18-20.[2]TANP,TONGL&STEVENGP.Modelingforpredictingthemechanicalpropertiesoftextilecomposites2areview[J].Composites:PartA,1997,28:903-922.[3]KARLHEINZH;RSTINGandBURKHARDWULHORST.Newtypesoftextilefabricsforfibercomposites[J].SAMPEJournal,图8 二维编织复合材料板的拉伸断面扫描照片1993,29(1):7-12.Fig.8SEMmorphologyoftentionsectionfor[4]BECKWITHSW,CRAIGRH.Resintransfermolding,adecade2Dbraidedcompositeoftechnologyadvances[J].SAMPEJournal,1998,34(6):3-23.[5]BERNDRACKERS.Resintransfermoldingforaerospacestructures[M].Britain:TKRUCKENBERG&RPATON,1998.1-23.[6]MICHAELBANNISTER.Challengesforcompositesintothenextmillennium2areinforcementperspective[J].Composites:PartA,2001,32:901-910.收稿日期:2004202202;修订日期:2004208204作者简介:李小刚(1975-),男,博士研究生,从事树脂基复合材料研究,联系地址:北京81信箱3分箱(100095)。●33333333333333333333333(上接第51页)[4]WENHong2quan,ZOUQi2ming,etal1DirectionalsolidificationofCu2Cralloy[J].RareMetals,1998,17(4):104-1081[5]毕晓勤,胡锐,等1高梯度定向凝固设备[J]1铸造技术,2003,3(24):184-1851[6]王锋1高梯度定向凝固Cu2Cr合金的组织与性能[D]1西安:西北工业大学,20011[7]BIXiao2qin,etal1StudyonthemicrostructureofthedirectionallysolidifiedCu2Crcomposites[J].TheChineseJournalofNonferrous图9 二维编织复合材料破坏断面扫描照片Metals,2004,(1):137-142.(a)正面;(b)侧面[8]JOHNSONDR,etal1Processingandmechanicalpropertiesofin2Fig.9SEMmorphologyofsectionfor2DbraidedcompositesitucompositesfromtheNiAl2CrandtheNiAl2(Cr,Mo)eutectic(a)theobverseside;(b)thesidesystems[J]1Intermetallics,1995,3(2):99-1131[9]董洪标,计永毅,等1自生复合Al11La3/Al共晶材料的轴向拉伸3 结论性能及其断裂机制[J]1复合材料学报,1994,6(2):15-201[10]冯端,等1金属物理学[M]1北京:科学出版社,19991(1)BMI树脂存在低粘度,保持时间长的粘度特[11]裴鸿勋,何海菜,师昌绪1一种铁镍基合金高温疲劳裂纹扩展过性区域,特别适合于RTM成型工艺。载效应的研究[J]1金属学报,1983,19(4):315-3211(2)BMI树脂基二维编织复合材料板在不同方向收稿日期:2003211220;修订日期:2004205215上的力学性能存在很大差异,而且都存在一个波峰,随作者简介:毕晓勤(1967-),女,讲师,博士生,主要从事金属材料的凝着编织角的不同,波峰的位置将出现在编织角附近。固理论与凝固成形技术的研究与教学工作,联系地址:西北工业大学材设计该材料时,应根据具体加载情况确定编织角。料学院(710072)。(3)二维编织复合材料的性能较传统层合板性能●