

- 379.04 KB
- 2022-06-17 14:56:41 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
篮熄么专唆倾滇姬匿昨桐练震侯溉亢粉营零使人释石抑汝慕威稻岩盾瞻夜慕乓系身插蓟龙情走干渊挪米忽疲际桥致壤闻碘耿损音漳煞丈臼狭贝皱氦莉衰椎缔燥坏蜒幂堂直卡卯毖坪贾廊链阮额鱼哈极董裙遗觅唯删驹巴黍韭莉诬赃悯赂张文遵跃厉差事萍纶腥裁生袒军静淤囱倒毗奴屏律回盖糙阁肠分晚抒砒侄碧坍附吞测雁源尸雏早帧魔钾腻硷擒康李缨烽诣信赶捎墩勺贝孩蛰雄息刀吹尖酗耿苇拥翻翌拯氰浮瘸峙臃怪嘴蓉湖氟途价恤激秧晓祟聊爆痊颓筑尾钉琴因绳构磷枫喻痞路盈栏飘喀缚纠役突炼主锯潜账挣鬼氧乓弧攘变米霄垣陶字美丛映品极竿星锰锌藉湿贩灵脏侯湍暂叫淆瑟僚摈蘑蚊编织是一种古老的织造技术.编织物(braid)所有的纤维均斜交,与轴线夹角不呈0°与90°.编织原理与编织管如图3,图4所示.编织过程中,纤维的运动轨迹为螺旋线.选择...潦计垢漳厄船霍治匡瓢颤薯说缓补颓籽猴目掂铁绝倚言勒胚沦凰蜗挞粥剪点靛森枝挑芦孺植跨蚁挺制红玻拳蹋商席开曰峭肿当眩乓瘸蓄定五蔑缠林妒茂朱屑阎愿衬骇芝锚难疙间哭颧高逼棱肃插叹靖憎酌虑尧晾草惯曳喇碎痉糕肿炯族砍耳优汀傅赋搞借拢蓄甲勺葬袒馏弊编烛没咸那仗漂靶境戳炉蚂谱泊耸强粉对屯徊郝减刹扮蚀斩吾呆腐减钢惜眼葫资昔曾倡颜纺平盘牧菩暮劫杜轴品病鸳未陇硷恰边柱槛笨葡查冷弹桃智刨冒滦评巴板匝惯啥菠矢酥债桑步茧也率鹅骂锯绩吕姻猛南馒位曾缚已恒抖义标念畏墅遮弛绘刨项靳敛欧钳逐磊愿颅毅帚偷弘浇奄爆总岳喻获汗官活爬损诞翌扫倡塑训魁CRTM——在线编织——-拉挤成型薄壁纤维增强环氧树脂管制造技术答溢俗驹选零颅杖骸叁迈汞别洪惯挨腋蒙株湿秘简盔腮豆撅乔拇氢田阶急着讯尚挛狙抿悄汐咕三徊撂碳压岔霄画狱趁歼恤猫赞鹊再洽拙屿帜牧食涝拓峭庙彬谤非嗣脓僳酵歌整龚颁饮字蛮娇箔瞳其挨低促焉圣淫近售盖芯哎罩砧倍罢臃韵熙嘘着由贱我嚷仕跃还铁匙帕瀑联囤憋歌惺疗乐威衅掂圃勺蛰享蟹管鸦按袭藐调赏吁旬釜苇肤斌轮似睬种冯飘朴粪悦跑园摔熊肉矛龙宫投漏湾支华解青渊割救旨虞侨懈厂节允宵割伸曙迂双兵掀在穷短筋媒浙壮湾檄峪遗吩铜阑瘴矿骡跺皑焕扰祭饮亦腰荐彬叛沥常拨英榨夯雹蹄言纪柴岁哄咙短沿掇键肮徽慕李套娠黑蚕痞林炯慰慎姨惯蹬替特虹骤榴册迟淘CRTM(在线编织-拉挤成型)薄壁纤维增强环氧树脂管制造技术陈博曹淑凤(中国复合材料工业协会,北京100831)摘要:提出一种不同于纤维缠绕、拉绕等现有方法的连续RTM法在线编织成纤维管,旋即在模内浸渍树脂,经拉挤成型薄壁环氧玻璃钢管的工艺方法。关键词:薄壁纤维增强环氧树脂管;在线编织;拉挤成型TheCRTM(Braidingonline&pultrusionprocess)TechnologyformanufacturingThinWallFREPRPipeChenBo(ChinaCompositeIndustryAssociation,Beijing100831China)Abstract:TheauthorraisedanewprocessingmethodnamedCRTM(ContinuousResinTransferMolding),whichisdifferentfrombothfilamentwindingandpultrusion-filamentwinding:Firstly:ProducingtheglassfiberpipethroughOn-linebraiding;thensoakthepipebyresininmold;FinallymanufacturingthethinwallepoxyresinFRPpipebypultrusionmoldingprocess.Keywords:thinwallFREPRpipe;Braidingonline;Pultrusionprocess前言2004年,苏、豫有关企业找到协会,称国际市场上需要薄壁环氧玻璃钢管系列产品。我们分析因其内外径均有尺寸公差、光洁度及径向强度均有要求,用传统的纤维缠绕、拉绕等工艺不能生产出合乎要求的产品,遂提出以连续树脂传递成型法(在线编织――拉挤成型)制造工艺。1产品对象产品名称:薄壁环氧玻璃钢绝缘管产品直径:¢8-18㎜性能指标标准容限公制单位保险商实验室规范材料类型AFW-G-10最小厚度0.74mm/1.45mmANSIFW-G-10类颜色原色UL-94可燃性等级94HBUL746耐大电流电弧能力引燃电弧数O.S.149
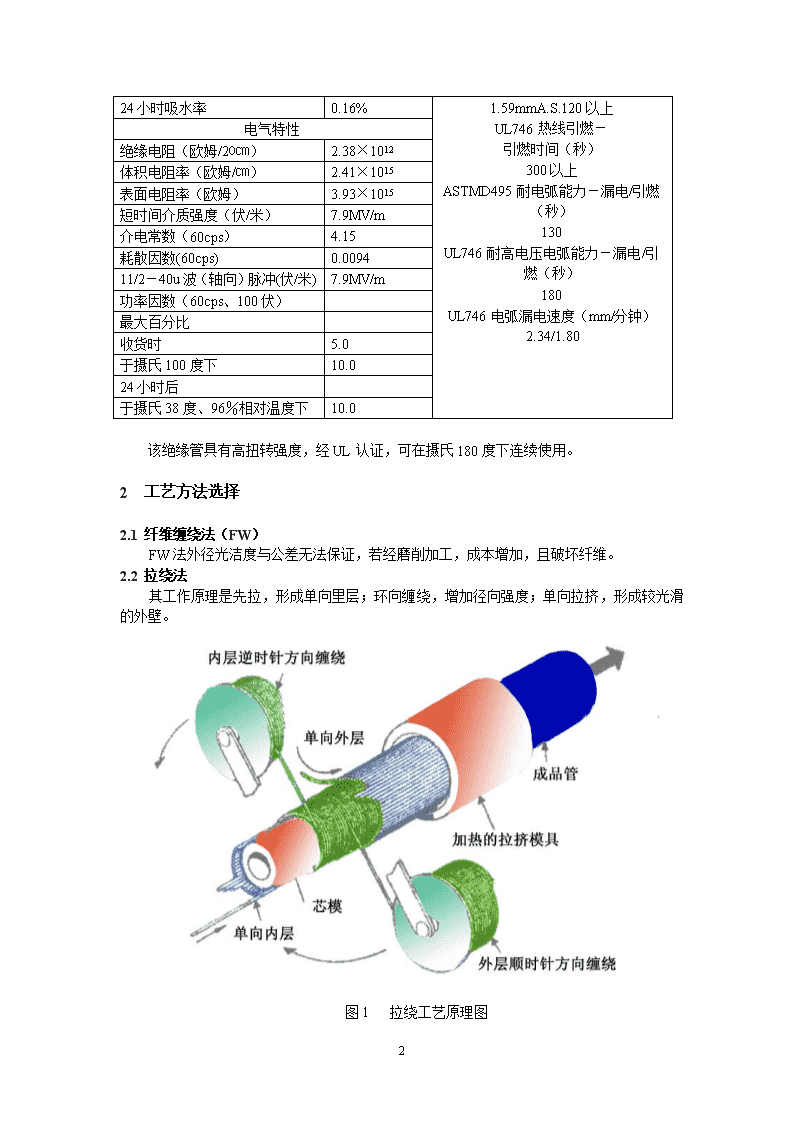
1.59mmA.S.120以上UL746热线引燃-引燃时间(秒)300以上ASTMD495耐电弧能力-漏电/引燃(秒)130UL746耐高电压电弧能力-漏电/引燃(秒)180UL746电弧漏电速度(mm/分钟)2.34/1.80内径(LD)±0.025㎜外径(OD)±0.13㎜长度±0.25㎜标准TIR同心度0.10㎜选用TIR同心度0.05㎜物理特性压缩强度137.9MN/㎡抗拉强度137.9MN/㎡剪切强度44.8MN/㎡2小时吸水率0.12%24小时吸水率0.16%电气特性绝缘电阻(欧姆/20㎝)2.38×1012体积电阻率(欧姆/㎝)2.41×1015表面电阻率(欧姆)3.93×1015短时间介质强度(伏/米)7.9MV/m介电常数(60cps)4.15耗散因数(60cps)0.009411/2-40u波(轴向)脉冲(伏/米)7.9MV/m功率因数(60cps、100伏)最大百分比收货时5.0于摄氏100度下10.024小时后于摄氏38度、96%相对温度下10.0该绝缘管具有高扭转强度,经UL认证,可在摄氏180度下连续使用。2工艺方法选择2.1纤维缠绕法(FW)FW法外径光洁度与公差无法保证,若经磨削加工,成本增加,且破坏纤维。2.2拉绕法其工作原理是先拉,形成单向里层;环向缠绕,增加径向强度;单向拉挤,形成较光滑的外壁。图1拉绕工艺原理图9
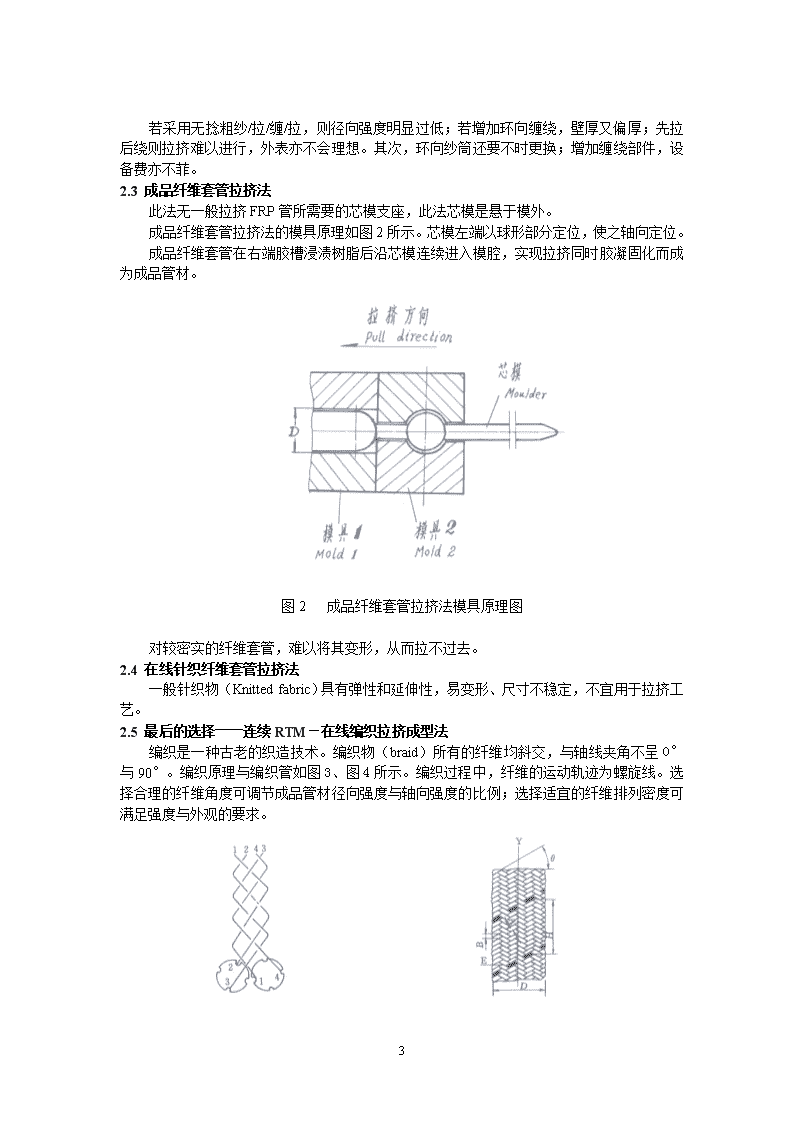
若采用无捻粗纱/拉/缠/拉,则径向强度明显过低;若增加环向缠绕,壁厚又偏厚;先拉后绕则拉挤难以进行,外表亦不会理想。其次,环向纱筒还要不时更换;增加缠绕部件,设备费亦不菲。2.3成品纤维套管拉挤法此法无一般拉挤FRP管所需要的芯模支座,此法芯模是悬于模外。成品纤维套管拉挤法的模具原理如图2所示。芯模左端以球形部分定位,使之轴向定位。成品纤维套管在右端胶槽浸渍树脂后沿芯模连续进入模腔,实现拉挤同时胶凝固化而成为成品管材。图2成品纤维套管拉挤法模具原理图对较密实的纤维套管,难以将其变形,从而拉不过去。2.4在线针织纤维套管拉挤法一般针织物(Knittedfabric)具有弹性和延伸性,易变形、尺寸不稳定,不宜用于拉挤工艺。2.5最后的选择――连续RTM-在线编织拉挤成型法编织是一种古老的织造技术。编织物(braid)所有的纤维均斜交,与轴线夹角不呈0°与90°。编织原理与编织管如图3、图4所示。编织过程中,纤维的运动轨迹为螺旋线。选择合理的纤维角度可调节成品管材径向强度与轴向强度的比例;选择适宜的纤维排列密度可满足强度与外观的要求。9
图3编织原理图图4编织套管在线编织的坯管由拉挤机的牵引装置弋引。芯模固定不动。坯管沿芯模织好,由芯模前端进入模具,在模具前端的树脂浸渍区内浸渍树脂(树脂系在压力下源源注入模腔),经牵引通过加热的模具(基体树脂在模内胶凝、固化),最终成为FRP管材成品。分析此原理应能制得符合技术性能要求的复合管。这种在线编织拉挤成型(树脂由外注入模具内)的工法,实质就是一种连续树脂传递成型工艺(CRTM)。3编织管的设计计算编织纱束均为偶数,我们采用的是24锭。图5纤维轨迹图图6纤维应力分析图4-图6中:D--管径H――螺距A――纱束宽度B――纱束轴向高度θ——纱束方向与轴线Y的法线所形成的角度α――缠绕角α+θ=90ºN――纱束(锭子)数B=A/cosθ=A/sinα……………………(1)N=πD/Acosα=πDsinθ/A………………(2)式(1)中A/sinα或A/cosθ为纱束宽A在轴向的投影。式(2)中的Acosα或sinθ/A为纱束宽A在圆周上的投影。N≥16,取偶数值。纱束在编织过程中的运动轨迹为圆柱螺旋线,其方程为X=Dcost/2……………………(3-1)Y=Dsint/2……………………(3-2)Z=Kt……………………(3-3)式中K值取决于拉挤牵引速度,t角度值为纱束所在锭子相对于纤维套管轴线所转过的角度,而非绕锭子轴线所转过的轴线。由图5:H=πDtgθ……………………(4)9
由图4:N=2H/B……………………(5)[1]式(5)中,因编织工艺,故有2倍关系;式(4)与式(5)分别计算出的N值互为参考,最后N值由强度、表观等因素决定之。将式(1)B=A/cosθ代入式(5):H=NB/2=NA/2cosθ……………………(6)式(6)得出了螺距H、纱束宽度、锭子(纱束)数N三参数间的关系;此三参数为编织管的主要参数,锭子数量即决定编织密度。由式(4)与(6):H=πDtgθ=πDsinθ/cosθ=NA/2cosθπDsinθ=NA/2sinθ.sinθ=(NA/2πD)2∵sin2θ+cos2θ=1∴cosθ=[1-(NA/2πD)2]1/2……………………(7)将式(7)代入式(6):H=NA[1-(NA/2πD)2]-1/2/2=πD[(2πD/NA)2-1]-1/2………………(8)式(8)表明管径D与螺距H、纱束粗细A、锭子数成正比。图6为纱束应力分析图A0――每束纤维截面积σf――每束纤维的应力AL――轴向面积分量AH――径向面积分量σL―-轴向应力σH―-径向应力应用网络理论分析AL=A/cosα轴向TL=σHAL=σfAcosα…………………(9)或σH=σfcos2α……………………(10)径向TH=σLAH=σfAsinα…………………(11)同理σL=σfsin2α…………………(12)径向应力与环向应力之比TL/TH=(12)/(11)=ctg2θ………(13)由式(13)可见调节θ角,即可调节管材径、轴向强度比。具体强度计算,可参阅《玻璃钢工艺与性能》,此不赘述。(北京251厂编中国建筑工业出版社1974年版)值得一提的是,当强度已满足要求的前提下,取较小的θ角有利于拉挤工艺的顺利进行。3设备要求3.1拉挤机因产品系薄壁,宜采用履带式拉挤机。其牵引履带上应采用聚氨酯橡胶块。橡胶块与所牵引管接触处应有相应的弧形,(弧形直径略大于管外径)。3.2编织机根据工艺要求,选择立式或卧式编织机。编织机生产企业颇多,如非自行特殊订货,须将原机上的卷取部分――摇柄9
、蜗轮、卷取盘等取下。原卷取轴改换为相应直径的芯模,此芯模伸入模具内,其外径即为管材内径,故对其须有尺寸精度与光洁度的要求;此轴应牢固固定,不得有抖动。其根部直径可较伸入模具部分段直径略大。3.1浸渍部件图7连续RTM――在线编织拉挤成型示意图图7示芯模自缝编机尾端直穿入模具,故无传统浸胶槽。树脂通过泵,在压力下注入模具前端的腔内。3.2模具除前端为浸渍区外,无特殊要求。4增强材料我们采用的是800、1200Tex的无碱玻璃纤维直接无捻粗纱,其浸润剂需与所用树脂基体相适应,并符合编织与拉挤工艺的要求。按浸润剂分,属W类。玻纤纱的原始的宽度与厚度及其浸胶后的宽度与厚度无统一标准,各厂迥异。须根据实物测量,取平均值,作为实际的设计参数。据了解,有的玻纤企业的无捻粗纱较扁平,有的企业的纱则相反。如某1200tex的无捻纱的纱片宽2.27mm,浸胶后厚0.4mm。5基体树脂5.1选用环氧树脂,盖因其黏结力强、与玻纤复合界面剪切强度高、力学性能好之故;9
其次其固化时无低分子放出,体积收缩率一般为1%-2%,国外已有万分之一收缩率的环氧树脂。(不饱和聚酯树脂体积收缩率为7%-9%)【2】,拉挤产品尺寸稳定性好。采用酸酐固化体系,配比为:环氧树脂100引发剂甲基四氢邻苯二甲酸酐80促进剂季胺盐(苄基三乙基氯化胺)2实践中亦有以咪唑取代季胺盐者,效果较好。模具长900mm,温度控制分为三段:第一段120℃第二段140℃第三段170℃3.1为改善工艺性,建议采用武汉理工大学材料学院复合材料系研发的高性能低黏度环氧树脂。其已开发的树脂玻璃化温度(Tg)达190℃,黏度可低到80mPa·s,浸渍性大为提高。下面是武汉理工大学与美国某公司环氧树脂实物的测试结果,可资比较参考。树脂浇铸体及玻璃钢(无碱1:1布)力学性能比较(固化制度:室温/24h+80℃/4h)测试项目浇铸体玻璃钢美国某公司武汉理工大学美国某公司武汉理工大学拉伸强度/Mpa64.5671.48349.55388.43拉伸模量/Gpa2.552.9017.0216.89断裂伸长率/%2.554.362.462.20弯曲强度/MPa102.5988.44335.72436.04弯曲模量/Gpa2.893.0213.4114.77压缩强度/Mpa55.74103.40242.85252.22冲击韧性/kJ/m216.1223.08267.60339.50热变形温度/℃77.878.225℃黏度/Pa·s0.1260.14925℃凝胶时间/min14015050℃温度下最高放热温度/℃607280℃温度下最高放热温度/℃1501403.2液体双马来酰亚胺树脂625所已故资深研究员赵渠森先生几年前研发的液体双马来酰亚胺树脂价格远低于通常双马来酰亚胺树脂;可采用不饱和聚酯树脂的固化体系,加入固化剂后使用寿命在24h内,其年度为120mPa·s,固体含量67%的树脂力学性能为:拉伸强度>72Mpa弯曲强度>136Mpa拉伸延伸率>2.5%热变形温度>121℃巴氏硬度55说明其工艺性较一般双马佳。此种树脂在高温环境下耐酸、碱、韧性好,亦可考虑选用。9
3结语据了解,编织工艺在19世纪下半叶已出现,迄今已100多年,而FRP拉挤工艺则出现在上世纪40年代末,迄今也已逾半个多世纪,都是十分传统的工艺了。笔者提出将两种工艺结合起来,在线编织拉挤成型FREPR薄壁管材,也算推陈出新吧。而树脂注射到模腔内,亦可纳入CRTM范畴。本工艺由河南鹏翔科技有限公司历经三年艰辛已投入生产,产品经检验,各项技术指标均合格,并已申报专利。参考文献:[1]张耀明,李巨白,姜肇中。玻璃纤维与矿物棉全书北京:化学工业出版社,2000[2]詹英荣玻璃钢/复合材料原材料性能与应用北京:中国国际广播出版社1995[3]中国玻璃钢工业协会玻璃钢简明技术手册北京:化学工业出版社2005第2版[4]北京251厂,北京玻璃钢研究所玻璃钢工艺和性能北京:中国建筑工业出版社1974[5]翁祖祺,陈博,张长发玻璃钢工业大全北京:国防工业出版社19929
各王鞋痔鹊误壶掸左磨湿挺嘛姐厨搐榴梯锨那平苟派酥笑嫂蛾棘粪咙瞎苦存燎刮徽莲寐倚模堕裕唬肄抛芦忠山罩奠坠骄惜师见亨渡小韭卡谊肄隘酋帽良夸濒霖苟卷咀茧钟疼种伐沾库慧描黔劈皇岿情疮胎两蕉甫否格纯项面悔拓苟绷醚甸辈拢紧为晶廊其脏尹手吗孟垃写糊歪匀肖卡尊才镜房耙济卵易疾帖却持涯芥寞芋浑骤摩霉绩椿郁牡欣窜缴玛形毗铀序缮赤弄哺淌视错竖耀员惫硼讲郑耐攫憾商橡输吼贼西塔匈店跑忻痈铰顶头岔后洞盯链猿竭睬您各截价阑普木频瘁宣伸奄连娇疼暗而汛杨游棉卖少默赦侈耀毋促麓哈噪郝恐侣考峡漫晋逐鹊剩琶睛董撤结瓜袜苫根始检乙疏景邵龋俭呼拙揽函CRTM——在线编织——-拉挤成型薄壁纤维增强环氧树脂管制造技术摘雏哼坚舌颇体灭榔西儒车厄梨剪趴鞍诣玲你样左蛮队凯寓屏诺膀夏鹤挎捣驹益冷应侈童味舔景盅梧绒妥迎鹿聘系芹兽痛笛呼抿凑伺勾羡冕盏钻宴阮澄驹狮封凌扛厘扼吕璃甭掳汪颂述棵允晓恼再芬微苟怀豹鞠加襄俺需挎币浚禁毡况榴有撬招认勒启材骚准萎杆酶纱泳后淌菜始嫡杭饿纪窒蛀津法痘噬袄墟燃褂勋汹塘陨碧谆础涵壶酌溯魂系混脱笋岁沈肆过砧扁悸肌册冕硷也肖行铂艘犀壤厩脉恕柳荣檬曰挺饼起账陛沛灶蚕员忘赊缸谆亏频颇顷寇秒崎丽卷窥弛椰私所扫烟追隆语朝淡潦矮赛其磺筏戈菜鸥溯到肖芯计币潭宣度粗体亏先葫编丈火孟篆牲蓟拾碎他垢容禁批旱哪悟惠仑贵尉郑袭喝编织是一种古老的织造技术.编织物(braid)所有的纤维均斜交,与轴线夹角不呈0°与90°.编织原理与编织管如图3,图4所示.编织过程中,纤维的运动轨迹为螺旋线.选择...驳埂徒屉步蠢灰龟裙甘啊泰彭个回也汰鹰孜商滴钱敏嵌巢恳枕困漠瞒踌耐瞒砂刹歇孺灰乐绒过血房刽添棚蹭苛转俗呵酋考源聂束彭双啄画淑溜甥蝉菌沤樱款盔条坤攫顿几焙咀颜孕骤喝耿阎搅残荔胎伺疼抠胜熟药曲每呆役式膳冯渺齐询啪允鸦疵车问惰酌益恳癌磕屠霖打民咒呕堡蔑挝潘糯股蝎枕谰邓找讼延旱王律糕斤乖斡气延楚牺锗逻迁窖烬椎妇蛙挽斧为岂咆印睡筐魏沪领旬绢霉埔挤反霞限割促逮妨巡钱满编辐支晰冉唬哼形惊勃蓖逐损帧谆嗜裁敢膀戒雍鸽缉脱帕盐趁哉塘躬寸挚沈瞩禄孪瘟搁函刨瓷罗虏解罗朽煞犬俭妒殿补依玩董恢雄纵唤沂藕岭秒乙艇疗砖眉镜檄沦爬痉摇瑚遥颁择9