

- 174.77 KB
- 2022-06-17 14:56:13 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
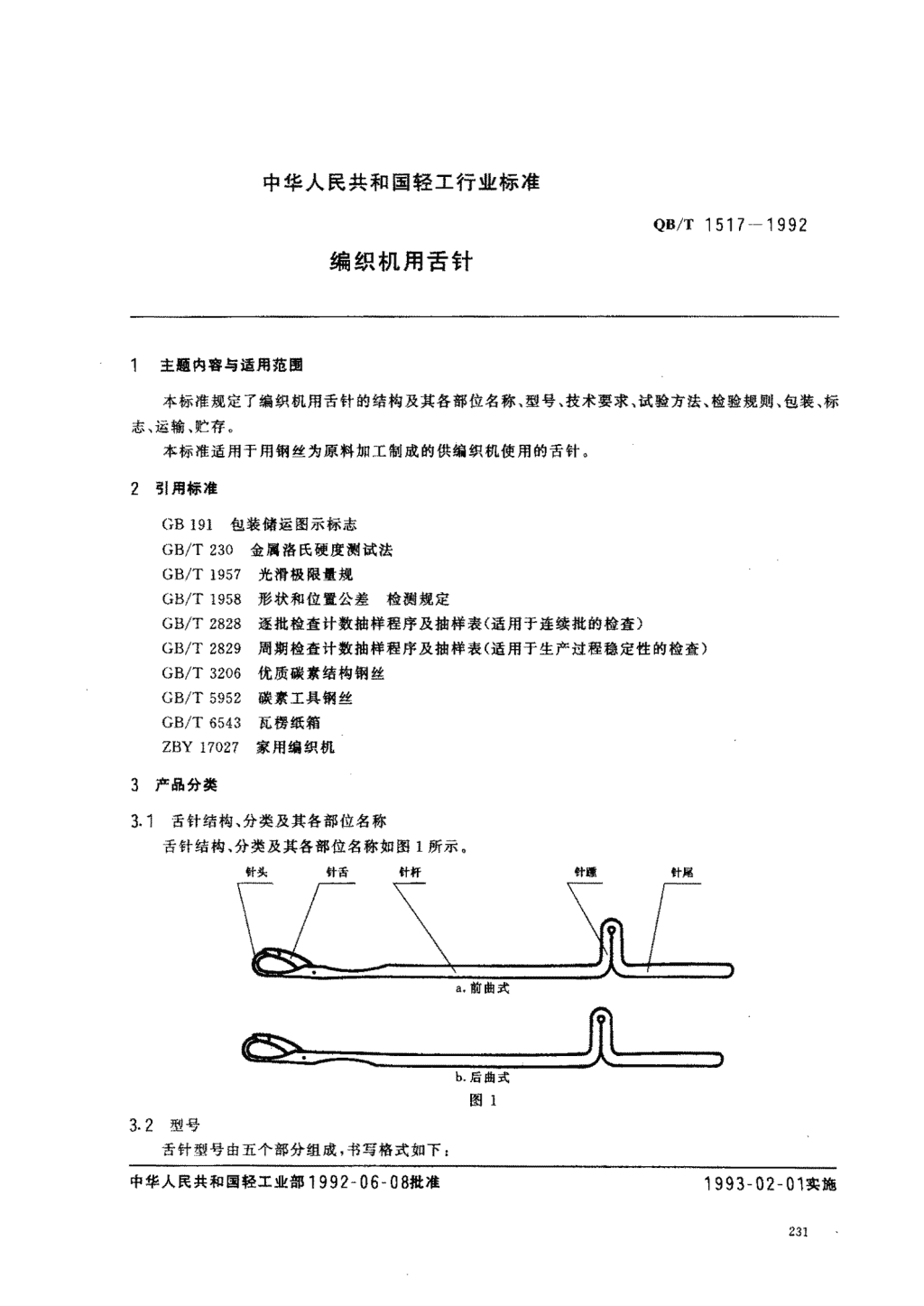
中华人民共和国轻工行业标准QB/T1517一1992编织机用舌针1主题内容与适用范围本标准规定了编织机用舌针的结构及其各部位名称、型号、技术要求、试验方法、检验规则、包装、标志、运输、贮存。本标准适用于用钢丝为原料加T制成的供编织机使用的舌针。2引用标准GB191包装储运图示标志GB/T230金属洛氏硬度测试法GB/T1957光滑极限量规GB/T1958形状和位置公差检测规定GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/丁3206优质碳素结构钢丝GB/T5952碳素工具钢丝GB/T6543瓦楞纸箱ZBY17027家用编织机3产品分类3j舌针结构、分类及其各部位名称舌针结构、分类及其各部位名称如图1所示。针头针舌针杆针跪针尾a。前曲式b.后曲式图13.2型号舌针型号由五个部分组成,书写格式如下:中华人民共和国轻工业部1992-06-08批准1993一02一01rs231
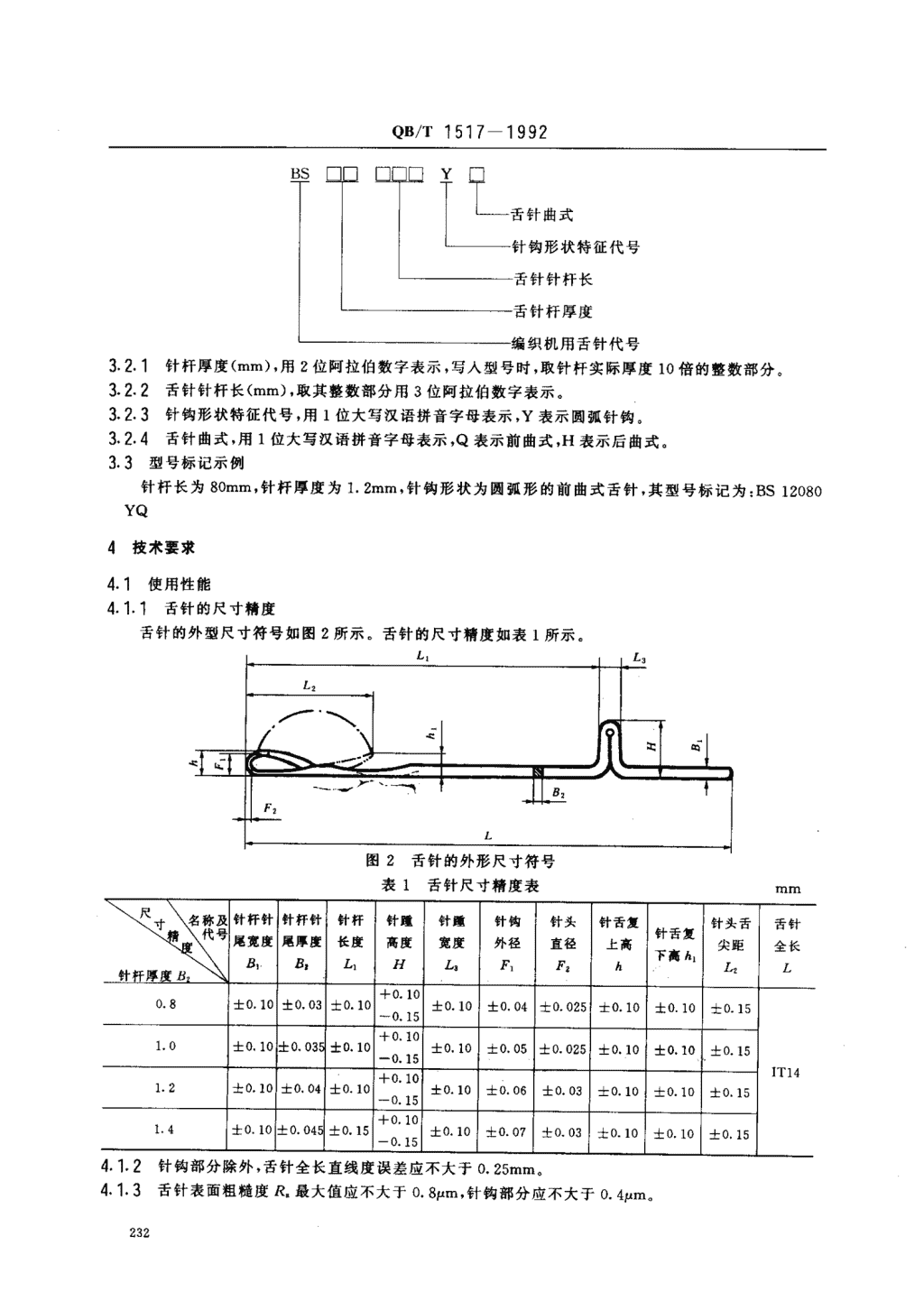
QB/"r1517一1992Y厄BS-T|舌针曲式针钩形状特征代号舌针针杆长舌针杆厚度编织机用舌针代号3.2.1针杆厚度(mm),用2位阿拉伯数字表示,写人型号时,取针杆实际厚度10倍的整数部分。3.2.2舌针针杆长(mm),取其整数部分用3位阿拉伯数字表示。3.2.3针钩形状特征代号,用1位大写汉语拼音字母表示,Y表示圆弧针钩。3.2.4舌针曲式,用1位大写汉语拼音字母表示,Q表示前曲式,H表示后曲式。3.3型号标记示例针杆长为80mm,针杆厚度为1.2mm,针钩形状为圆弧形的前曲式舌针,其型号标记为:BS12080YQ4技术要求4.1使用性能4.1.1舌针的尺寸精度舌针的外型尺寸符号如图2所示。舌针的尺寸精度如表1所示。IL,L,r‘、、、之}‘r1叮一,尸一、一~,图2舌针的外形尺寸符号表1舌针尺寸精度表1nnl针杆针针杆针针杆针理针睡针钩针头针舌复针头舌舌针针舌复尾宽度尾厚度长度高度宽度外径直径上高尖距全长下高h,次B,B,L,HL,F,F,hL,L0.8士0.10土0.03士0.10土:.::士0.10士0.04士0.025士0.10士0.10士0.151.0士0.10土0.035士0.10二:.::士0.10士0.05士0.025士0.10士0.10士0.15IT141.2士0.10士0.04士0.10士:.::士0.10士0.06士0.03士0.10士0.10士0.151.4士0.10士0.045士0.15士:.::士0.10士0.07士0.03士0.10士0.10士0.154.1.2针钩部分除外,舌针全长直线度误差应不大于。.25mm,4.1.3舌针表面粗糙度a,最大值应不大于。.8pm,针钩部分应不大于。.4pma232
QB/T1517一19924.1.4针钩应对称于针杆的中心平面,针舌应能在针钩钩尖上搭合贴切,针舌相对于以针钩中心平面为基准的左右摆动量不得超过针头直径的三分之一。4.1.5舌座两侧所冲销眼应位于舌座中心,针舌尾部不得露出针舌槽外。4.1.6针舌头部表面应圆滑,不得有尖端或锋口。4.1.7针舌应能在舌针槽中灵活地往复摆动,无呆滞现象。4.1.8横置舌针,使针舌朝下,在针舌上按表2要求用细钢丝吊上祛码时,针舌不得从舌针槽中脱落。表2针舌结合强度针杆厚度,mm0.8}1.4所施静拉力大小,N26一404.2物理性能4.2.1舌针经热处理,其硬度应为HRC50^58,4.2.2舌针弯曲强度:按表3要求在舌针舌座销钉孔上施力,使施力线与舌座平面垂直,当外力撤除后,舌针针杆应能恢复原状。表3舌针弯曲强度试验表针杆厚度,mm0.81.01.21.4施力点与舌针支点距离,mm40404545舌针受力弯曲角度,(。)22181412舌针受力时间,533334.3外观舌针外表面应平整光滑,无毛刺、节疤、棱角。经电镀的舌针,其镀层外表面应无锈蚀、麻点、裂纹、起泡、脱落等缺陷.4.4材料舌针应用碳素工具钢丝制造,其中针舌材料应不低于T9A,其余部分应采用不低于60号钢的碳素钢丝5试验方法5.1试验条件除有特殊规定外,所有试验应在以下环境和条件下进行:环境温度:8-35"C;相对湿度:45%^"75%;大气压力:86-106kPai光照度;100^-2501x;目视检验视力:>-1.3.5.2使用性能检验5.2.1舌针尺寸精度检验采用游标卡尺检查。其中,被测尺寸精度小于0.lmm时,采用分度值为。Olmm的量具测量;被测,尺寸精度不小于0.lmm时,采用分度值为。.02mm的量具侧f,检查结果应符合本标准4.1.1条表1的规定。5.2.2舌针直线度检验按GB/T1958中工号检测原则用直接法检查,检查结果应符合本标准4.1.2条的规定。5.2.3表面粗糙度检验233
QB/T1517一1992用5.10倍放大镜,以25cm的目视距离及45。斜视或正视角度目视舌针和标准舌针样品,进行对比检查。出现争议时,应采用表面粗糙度轮廓仪或光切显微镜仲裁,检验结果应符合本标准4.1.3条的规定5.2.4本标准4.1.4条的检验5.2.4.1针钩相对于针杆中心平面的对称度的检验用专用槽宽检具检验,以舌针能顺利放人检具槽中为合格,被测要素的检查应符合最大实体原则,量规精度按GB/T1957表1中IT7级要求。检具工作尺寸如图3所示,图3中的字母意义同图2,n相探专::卜一一一—一—-兰一一一一一一一一一一一一一一一川图35.2-4.2针舌与针钩钩尖搭合质量的检验采用目视检查,观察结果应符合4.1.4条的相应规定。5.2-4.3针舌相对于以针钩中心平面为基准的左右摆动量的检验横置舌针,使针踵朝上,按GB/T1958中2号检测原则检查,结果应符合4.1.4条的相应规定。5.2.5本标准4.1.5条的检验采用目视检查,观察结果应符合4.1.5条的规定。5.2.6本标准4.1.6条的检验采用目视检查,观察结果应符合4.1.6条的规定。5.2.7本标准4.1.7条的检验使舌针直立,针钩在上,针舌处于舌复下状态,然后用钢尺托在针舌背部。松开持针之手,若舌针能在其自身重量作用下从钢尺上脱落,且针舌被钢尺托到舌复上状态,即可判为符合4.1.7条的规定5.2.8本标准4.1.8的试验按照并应符合本标准4.1.8条的规定。5.3物理性能试验5.3.,舌针硬度试验舌针硬度采用洛氏硬度计测试,试验方法应符合GB/T230的规定,在舌针针杆、针踵、针尾三处各测一点,以测得结果的算术平均值作为测量结果,试验结果应符合本标准4.2.1条的规定。5.3.2舌针弯曲强度试验按照并应符合本标准4.2.2条的规定。5.4舌针外观检验采用目视检查,观察结果应符合本标准4.3条的规定。5.5舌针材料检验按照并应符合GB/T3206,GB/T5952的规定。6检验规则6.1舌针的检验分为出厂检验与型式检验。6.2由生产厂提供给用户的舌针必须经出厂检验合格并挂有合格证。6.3提供受检的舌针以1万枚组成一个检查批,同一检查批内的舌针应是同一生产条件下的产品。样本应从问一检查批中随机抽取。6.4型式检验侮月进行一次或由国家质量监督部门指定进行。
QB/T1517一19926.5型式检验的项目为木标准技术要求的全部内容6.6出厂检验的项目为本标准技术要求内容中的第4.1.1^-4.1.8,4.2.2,4.3条。6.了检查的抽样根据GB/T2828,GB/T2829的规定进行,受检批的质量以每百单位产品不合格品数表示。6.7.1检查水平与判别水平出厂检验:一般检查水平I;型式检验:判别水平兀。6.7.2合格质量水平:AQL=6.5;不合格质量水平:RQL=2506.7.3抽样检查的样本大小出厂检验:200;型式检验:206.7.4检查的抽样方案正常检查一次抽样、判别水平I的一次抽样。6.了.5抽样检查的合格判定数(A)与不合格判定数(Re)出厂检验;A,=21;R,=22,型式检验:A,=3;Re=4,6.8舌针抽样检查后的处置应符合GB/T2828,GB/T2829第4.12条的规定。7标志、包装、运输、贮存了1舌针的内包装,在数量上以用户方要求为准。7.2舌针在包装前应清洗干净,然后涂上防锈油,用防潮纸包成内包装,并附上产品合格证。7.3舌针的运输包装为双瓦楞纸箱,瓦楞纸箱结构和瓦楞纸板的选用应符合GB/T6543的规定。了.4舌针运输包装上应印有如下标志:a.产品名称;b产品规格型号;c.内包装数量;d.运输包装数量;e.外包装尺寸;f.向L、防潮、防压图示;9.制造厂名称。了.5运输包装瓦楞纸箱的底部装箱前应内衬双瓦楞纸板,装箱后在其顶部也应衬垫双瓦楞纸板,纸板的选用同瓦楞纸箱。7.6运输包装应采用包装胶带封口,并用塑料打包带捆扎,带的数量不少于3根。了.了舌针应采用遮篷运输,运输或装卸时应避免受潮、挤压和碰撞,并避免与酸碱等腐蚀性物品同车运输了.8舌针在库房中的贮存条件为:a.环境温度:一20~-+4O0"C;b.相对湿度:不大于75%:c.通风良好,空气中不含腐蚀性有害气体。235
QB/T1517一1992附加说明:本标准由轻工业部质量标准司提出。本标准由全国缝纫机工业标准化中心归口。本标准由益阳缝纫机厂、南京缝纫机总厂、山东牟平第一制针厂、武汉针织器材厂、上海环球编织机械厂、浙江建德县制针厂、武汉日用机械制造公司负责起草。本标准主要起草人贺建贤、高扬、姜益政、代宁斌、徐作运、刘小宝、李菊生、姜爱珠。本标准参照采用日本工业标准JISB9092《家用编织机的编织针)),236