

- 124.97 KB
- 2022-06-17 14:53:11 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
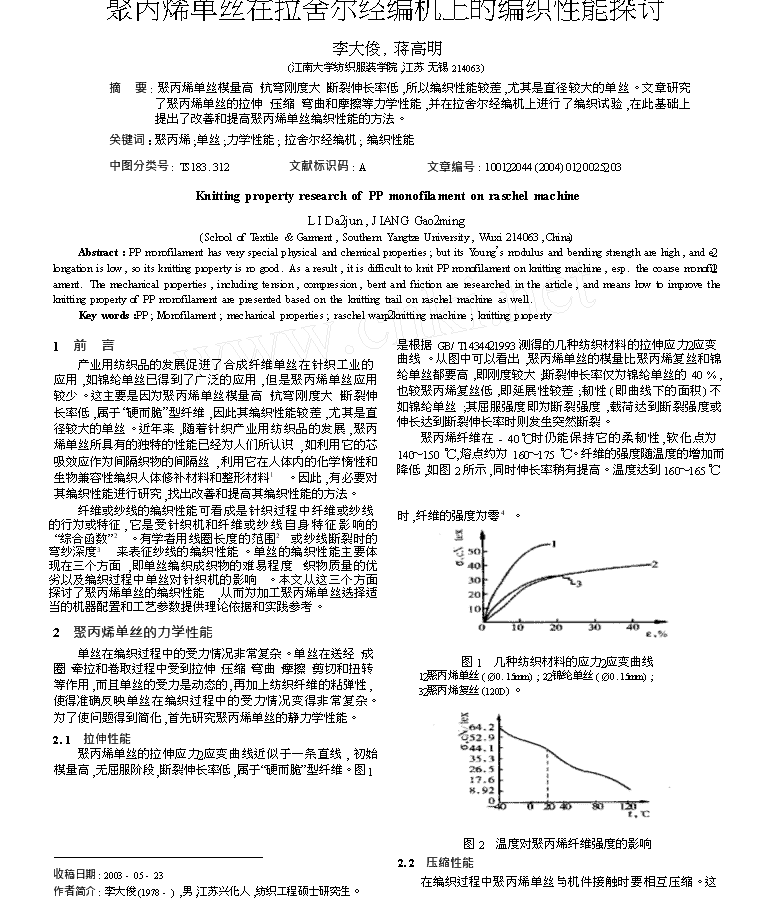
聚丙烯单丝在拉舍尔经编机上的编织性能探讨李大俊,蒋高明(江南大学纺织服装学院,江苏无锡214063)摘要:聚丙烯单丝模量高、抗弯刚度大、断裂伸长率低,所以编织性能较差,尤其是直径较大的单丝。文章研究了聚丙烯单丝的拉伸、压缩、弯曲和摩擦等力学性能,并在拉舍尔经编机上进行了编织试验,在此基础上提出了改善和提高聚丙烯单丝编织性能的方法。关键词:聚丙烯;单丝;力学性能;拉舍尔经编机;编织性能中图分类号:TS183.312文献标识码:A文章编号:100122044(2004)0120025203KnittingpropertyresearchofPPmonofilamentonraschelmachineLIDa2jun,JIANGGao2ming(SchoolofTextile&Garment,SouthernYangtzeUniversity,Wuxi214063,China)Abstract:PPmonofilamenthasveryspecialphysicalandchemicalproperties;butitsYoung’smodulusandbendingstrengtharehigh,ande2longationislow,soitsknittingpropertyisnogood.Asaresult,itisdifficulttoknitPPmonofilamentonknittingmachine,esp.thecoarsemonofi2lament.Themechanicalproperties,includingtension,compression,bentandfrictionareresearchedinthearticle,andmeanshowtoimprovetheknittingpropertyofPPmonofilamentarepresentedbasedontheknittingtrailonraschelmachineaswell.Keywords:PP;Monofilament;mechanicalproperties;raschelwarp2knittingmachine;knittingproperty是根据GB/T1434421993测得的几种纺织材料的拉伸应力2应变曲线。从图中可以看出,聚丙烯单丝的模量比聚丙烯复丝和锦纶单丝都要高,即刚度较大;断裂伸长率仅为锦纶单丝的40%,也较聚丙烯复丝低,即延展性较差;韧性(即曲线下的面积)不如锦纶单丝;其屈服强度即为断裂强度,载荷达到断裂强度或伸长达到断裂伸长率时则发生突然断裂。聚丙烯纤维在-40℃时仍能保持它的柔韧性,软化点为140~150℃,熔点约为160~175℃。纤维的强度随温度的增加而降低,如图2所示,同时伸长率稍有提高。温度达到160~165℃1前言产业用纺织品的发展促进了合成纤维单丝在针织工业的应用,如锦纶单丝已得到了广泛的应用,但是聚丙烯单丝应用较少。这主要是因为聚丙烯单丝模量高、抗弯刚度大、断裂伸长率低,属于“硬而脆”型纤维,因此其编织性能较差,尤其是直径较大的单丝。近年来,随着针织产业用纺织品的发展,聚丙烯单丝所具有的独特的性能已经为人们所认识,如利用它的芯吸效应作为间隔织物的间隔丝,利用它在人体内的化学惰性和生物兼容性编织人体修补材料和整形材料1。因此,有必要对其编织性能进行研究,找出改善和提高其编织性能的方法。纤维或纱线的编织性能可看成是针织过程中纤维或纱线的行为或特征,它是受针织机和纤维或纱线自身特征影响的“综合函数”2。有学者用线圈长度的范围2或纱线断裂时的弯纱深度3来表征纱线的编织性能。单丝的编织性能主要体现在三个方面,即单丝编织成织物的难易程度、织物质量的优劣以及编织过程中单丝对针织机的影响。本文从这三个方面探讨了聚丙烯单丝的编织性能,从而为加工聚丙烯单丝选择适当的机器配置和工艺参数提供理论依据和实践参考。2聚丙烯单丝的力学性能单丝在编织过程中的受力情况非常复杂。单丝在送经、成圈、牵拉和卷取过程中受到拉伸、压缩、弯曲、摩擦、剪切和扭转等作用,而且单丝的受力是动态的,再加上纺织纤维的粘弹性,使得准确反映单丝在编织过程中的受力情况变得非常复杂。为了使问题得到简化,首先研究聚丙烯单丝的静力学性能。2.1拉伸性能聚丙烯单丝的拉伸应力2应变曲线近似于一条直线,初始模量高,无屈服阶段,断裂伸长率低,属于“硬而脆”型纤维。图14时,纤维的强度为零。图1几种纺织材料的应力2应变曲线12聚丙烯单丝(Ø0.15mm);22锦纶单丝(Ø0.15mm);32聚丙烯复丝(120D)。图2温度对聚丙烯纤维强度的影响2.2压缩性能在编织过程中聚丙烯单丝与机件接触时要相互压缩。这收稿日期:2003-05-23作者简介:李大俊(1978-),男,江苏兴化人,纺织工程硕士研究生。
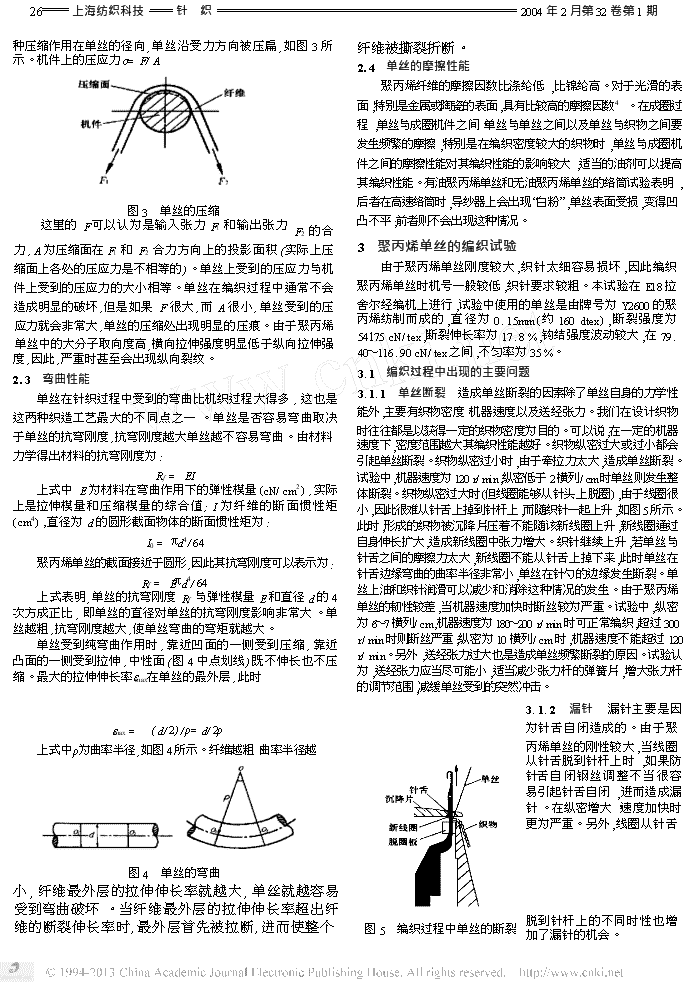
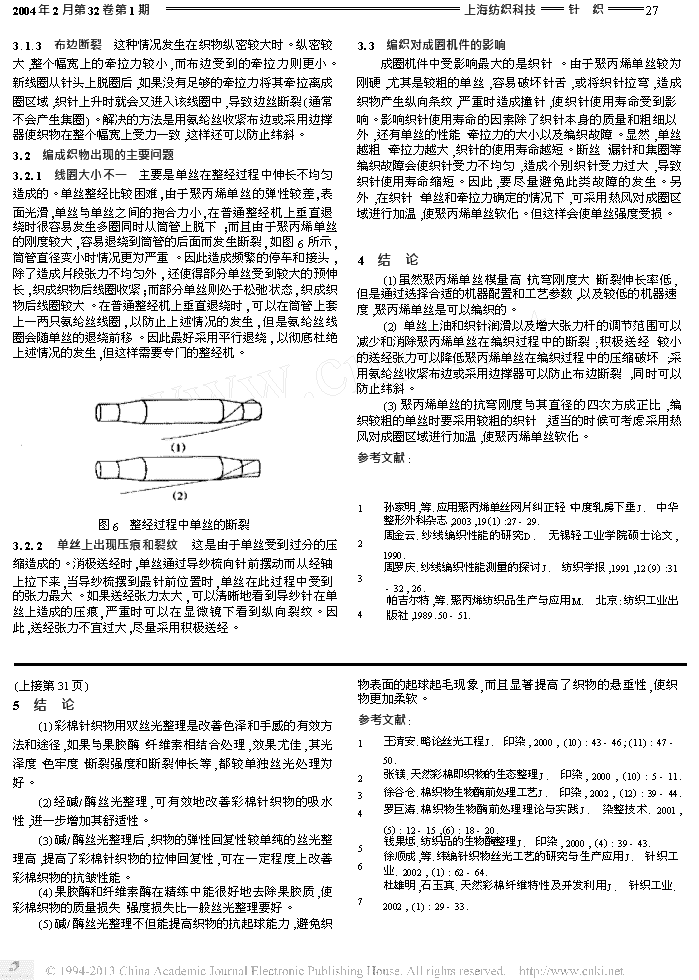
26上海纺织科技针织2004年2月·第32卷·第1期种压缩作用在单丝的径向,单丝沿受力方向被压扁,如图3所示。机件上的压应力σ=F/A纤维被撕裂折断。2.4单丝的摩擦性能聚丙烯纤维的摩擦因数比涤纶低,比锦纶高。对于光滑的表面,特别是金属或陶瓷的表面,具有比较高的摩擦因数4。在成圈过程,单丝与成圈机件之间、单丝与单丝之间以及单丝与织物之间要发生频繁的摩擦,特别是在编织密度较大的织物时,单丝与成圈机件之间的摩擦性能对其编织性能的影响较大,适当的油剂可以提高其编织性能。有油聚丙烯单丝和无油聚丙烯单丝的络筒试验表明,后者在高速络筒时,导纱器上会出现“白粉”,单丝表面受损,变得凹凸不平;前者则不会出现这种情况。图3单丝的压缩这里的F可以认为是输入张力F1和输出张力F2的合3聚丙烯单丝的编织试验由于聚丙烯单丝刚度较大,织针太细容易损坏,因此编织聚丙烯单丝时机号一般较低,织针要求较粗。本试验在E18拉舍尔经编机上进行,试验中使用的单丝是由牌号为Y2600的聚丙烯纺制而成的,直径为0.15mm(约160dtex),断裂强度为54175cN/tex,断裂伸长率为17.8%,钩结强度波动较大,在79.40~116.90cN/tex之间,不匀率为35%。3.1编织过程中出现的主要问题3.1.1单丝断裂造成单丝断裂的因素除了单丝自身的力学性能外,主要有织物密度、机器速度以及送经张力。我们在设计织物时往往都是以获得一定的织物密度为目的。可以说,在一定的机器速度下,密度范围越大其编织性能越好。织物纵密过大或过小都会引起单丝断裂。织物纵密过小时,由于牵拉力太大,造成单丝断裂。试验中,机器速度为120r/min,纵密低于2横列/cm时单丝则发生整体断裂。织物纵密过大时(但线圈能够从针头上脱圈),由于线圈很小,因此很难从针舌上掉到针杆上,而随织针一起上升,如图5所示。此时,形成的织物被沉降片压着不能随该新线圈上升,新线圈通过自身伸长扩大,造成新线圈中张力增大。织针继续上升,若单丝与针舌之间的摩擦力太大,新线圈不能从针舌上掉下来,此时单丝在针舌边缘弯曲的曲率半径非常小,单丝在针勺的边缘发生断裂。单丝上油和织针润滑可以减少和消除这种情况的发生。由于聚丙烯单丝的韧性较差,当机器速度加快时断丝较为严重。试验中,纵密为6~7横列/cm,机器速度为180~200r/min时可正常编织,超过300r/min时则断丝严重;纵密为10横列/cm时,机器速度不能超过120r/min。另外,送经张力过大也是造成单丝频繁断裂的原因。试验认为,送经张力应当尽可能小,适当减少张力杆的弹簧片,增大张力杆的调节范围,减缓单丝受到的突然冲击。3.1.2漏针漏针主要是因为针舌自闭造成的。由于聚丙烯单丝的刚性较大,当线圈从针舌脱到针杆上时,如果防针舌自闭钢丝调整不当很容易引起针舌自闭,进而造成漏针。在纵密增大、速度加快时更为严重。另外,线圈从针舌力,A为压缩面在F1和F2合力方向上的投影面积(实际上压缩面上各处的压应力是不相等的)。单丝上受到的压应力与机件上受到的压应力的大小相等。单丝在编织过程中通常不会造成明显的破坏,但是如果F很大,而A很小,单丝受到的压应力就会非常大,单丝的压缩处出现明显的压痕。由于聚丙烯单丝中的大分子取向度高,横向拉伸强度明显低于纵向拉伸强度,因此,严重时甚至会出现纵向裂纹。2.3弯曲性能单丝在针织过程中受到的弯曲比机织过程大得多,这也是这两种织造工艺最大的不同点之一。单丝是否容易弯曲取决于单丝的抗弯刚度,抗弯刚度越大单丝越不容易弯曲。由材料力学得出材料的抗弯刚度为:Rf=EI上式中E为材料在弯曲作用下的弹性模量(cN/cm2),实际上是拉伸模量和压缩模量的综合值;I为纤维的断面惯性矩(cm4),直径为d的圆形截面物体的断面惯性矩为:I0=πd4/64聚丙烯单丝的截面接近于圆形,因此其抗弯刚度可以表示为:Rf=Eπd4/64上式表明,单丝的抗弯刚度Rf与弹性模量E和直径d的4次方成正比,即单丝的直径对单丝的抗弯刚度影响非常大。单丝越粗,抗弯刚度越大,使单丝弯曲的弯矩就越大。单丝受到纯弯曲作用时,靠近凹面的一侧受到压缩,靠近凸面的一侧受到拉伸,中性面(图4中点划线)既不伸长也不压缩。最大的拉伸伸长率εmax在单丝的最外层,此时εmax=(d/2)/ρ=d/2ρ上式中ρ为曲率半径,如图4所示。纤维越粗、曲率半径越图4单丝的弯曲小,纤维最外层的拉伸伸长率就越大,单丝就越容易受到弯曲破坏。当纤维最外层的拉伸伸长率超出纤维的断裂伸长率时,最外层首先被拉断,进而使整个脱到针杆上的不同时性也增加了漏针的机会。图5编织过程中单丝的断裂
2004年2月·第32卷·第1期上海纺织科技针织273.1.3布边断裂这种情况发生在织物纵密较大时。纵密较大,整个幅宽上的牵拉力较小,而布边受到的牵拉力则更小。新线圈从针头上脱圈后,如果没有足够的牵拉力将其牵拉离成圈区域,织针上升时就会又进入该线圈中,导致边丝断裂(通常不会产生集圈)。解决的方法是用氨纶丝收紧布边或采用边撑器使织物在整个幅宽上受力一致,这样还可以防止纬斜。3.2编成织物出现的主要问题3.2.1线圈大小不一主要是单丝在整经过程中伸长不均匀造成的。单丝整经比较困难,由于聚丙烯单丝的弹性较差,表面光滑,单丝与单丝之间的抱合力小,在普通整经机上垂直退绕时很容易发生多圈同时从筒管上脱下;而且由于聚丙烯单丝的刚度较大,容易退绕到筒管的后面而发生断裂,如图6所示,筒管直径变小时情况更为严重。因此造成频繁的停车和接头,除了造成片段张力不均匀外,还使得部分单丝受到较大的预伸长,织成织物后线圈收紧;而部分单丝则处于松弛状态,织成织物后线圈较大。在普通整经机上垂直退绕时,可以在筒管上套上一两只氨纶丝线圈,以防止上述情况的发生,但是氨纶丝线圈会随单丝的退绕前移。因此最好采用平行退绕,以彻底杜绝上述情况的发生,但这样需要专门的整经机。3.3编织对成圈机件的影响成圈机件中受影响最大的是织针。由于聚丙烯单丝较为刚硬,尤其是较粗的单丝,容易破坏针舌,或将织针拉弯,造成织物产生纵向条纹,严重时造成撞针,使织针使用寿命受到影响。影响织针使用寿命的因素除了织针本身的质量和粗细以外,还有单丝的性能、牵拉力的大小以及编织故障。显然,单丝越粗、牵拉力越大,织针的使用寿命越短。断丝、漏针和集圈等编织故障会使织针受力不均匀,造成个别织针受力过大,导致织针使用寿命缩短。因此,要尽量避免此类故障的发生。另外,在织针、单丝和牵拉力确定的情况下,可采用热风对成圈区域进行加温,使聚丙烯单丝软化。但这样会使单丝强度受损。4结论(1)虽然聚丙烯单丝模量高、抗弯刚度大、断裂伸长率低,但是通过选择合适的机器配置和工艺参数,以及较低的机器速度,聚丙烯单丝是可以编织的。(2)单丝上油和织针润滑以及增大张力杆的调节范围可以减少和消除聚丙烯单丝在编织过程中的断裂;积极送经、较小的送经张力可以降低聚丙烯单丝在编织过程中的压缩破坏;采用氨纶丝收紧布边或采用边撑器可以防止布边断裂,同时可以防止纬斜。(3)聚丙烯单丝的抗弯刚度与其直径的四次方成正比,编织较粗的单丝时要采用较粗的织针,适当的时候可考虑采用热风对成圈区域进行加温,使聚丙烯单丝软化。参考文献:1孙家明,等.应用聚丙烯单丝网片纠正轻、中度乳房下垂J.中华整形外科杂志,2003,19(1):27-29.周金云.纱线编织性能的研究D.无锡轻工业学院硕士论文,1990.周罗庆.纱线编织性能测量的探讨J.纺织学报,1991,12(9):31-32,26.帕吉尔特,等.聚丙烯纺织品生产与应用M.北京:纺织工业出版社,1989.50-51.图6整经过程中单丝的断裂3.2.2单丝上出现压痕和裂纹这是由于单丝受到过分的压缩造成的。消极送经时,单丝通过导纱梳向针前摆动而从经轴上拉下来,当导纱梳摆到最针前位置时,单丝在此过程中受到的张力最大。如果送经张力太大,可以清晰地看到导纱针在单丝上造成的压痕,严重时可以在显微镜下看到纵向裂纹。因此,送经张力不宜过大,尽量采用积极送经。234(上接第31页)5结论(1)彩棉针织物用双丝光整理是改善色泽和手感的有效方法和途径,如果与果胶酶、纤维素相结合处理,效果尤佳,其光泽度、色牢度、断裂强度和断裂伸长等,都较单独丝光处理为好。(2)经碱/酶丝光整理,可有效地改善彩棉针织物的吸水性,进一步增加其舒适性。(3)碱/酶丝光整理后,织物的弹性回复性较单纯的丝光整理高,提高了彩棉针织物的拉伸回复性,可在一定程度上改善彩棉织物的抗皱性能。(4)果胶酶和纤维素酶在精练中能很好地去除果胶质,使彩棉织物的质量损失、强度损失比一般丝光整理要好。(5)碱/酶丝光整理不但能提高织物的抗起球能力,避免织物表面的起球起毛现象,而且显著提高了织物的悬垂性,使织物更加柔软。参考文献:王清安.略论丝光工程J.印染,2000,(10):43-46;(11):47-50.张镁.天然彩棉即织物的生态整理J.印染,2000,(10):5-11.徐谷仓.棉织物生物酶前处理工艺J.印染,2002,(12):39-44.罗巨涛.棉织物生物酶前处理理论与实践J.染整技术.2001,(5):12-15,(6):18-20.钱果坻.纺织品的生物酶整理J.印染,2000,(4):39-43.徐顺成,等.纬编针织物丝光工艺的研究与生产应用J.针织工业.2002,(1):62-64.杜雄明,石玉真.天然彩棉纤维特性及开发利用J.针织工业.2002,(1):29-33.1234567