

- 230.07 KB
- 2022-06-17 14:50:52 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
莫小栋,等:288锭立式玻纤套管编织机设计Fibe鼢搀中图分类号:171.776文献标识码:A288镶立式玻纤套管编织机设计莫小栋,冒益海,陈洁,杨彩芳(常州数控技术研究所,常州213164)摘要:介绍了288锭立式玻纤套管编织机的结构组成以及玻纤套管的编织成型原理。对编织机构、牵引机构的设计要点进行了分析,对设备关键技术参数做了计算说明。简化了关键零件的成型和加工工艺;结合数字控制技术,提出了新的机构动力与传动方式。‘关键词:288锭;玻纤套管;编织机;轨道盘;拨盘齿轮DesignofVerticalBraiderwith288CarriersMOXiaodong,MAOYihai,CHENJie,YANGCaifang(ChangzhouInstituteofNumericalControlTechnology,Changzhou213164)Abstract:Themechanicalstructureandbraidingprincipalofaverticalbraiderwith288carriersisintroduced.Thedesignessentialsforthebraidinganddraggingmechanismsareanalyzed,andthekeyparametersofthebraiderarecalculatedandexplained.Thesimplifiedmoldingandmachiningprocessesforkeycomponents,andthenewpower&transmissionsystemsbasedonnumericalcontroltechnologyarepresented.Keywords:288carriers;fiberglasssleeving;braider;orbitalplate;horngearO概述机,正是为此研发设计。编织机沿用了五月柱式(∞在冶金等行业,玻纤套管产品因其优越的防火、字型)的编织原理,相较于另一种高速转盘式编织隔热性能,可以阻挡熔铁、熔铜、熔铝等高温熔融物机,这种原理结构的编织机转速慢一些,但是制造、对电缆、流体管路的损伤,从而得到了广泛的应用。使用和维修相对简单,尤其对于大型编织机,制造成与此同时,冶金等高能耗行业中的设备用电负荷大,本可以大大降低。电缆直径(截面积)大,需要用到的玻纤套管也很粗。本文中所述的288锭大型立式玻纤套管编织1288锭玻纤套管编织机的结构组成和技项目名称:江苏省产学研联合创新资金项目(项目编号:BY2011174)术要求收稿日期:2013—10—14作者简介:莫小栋,1983年生,男,工学硕士,工程师。288锭大型立式玻纤套管编织机主要由3部分《玻璃纤维)2013年第6期33
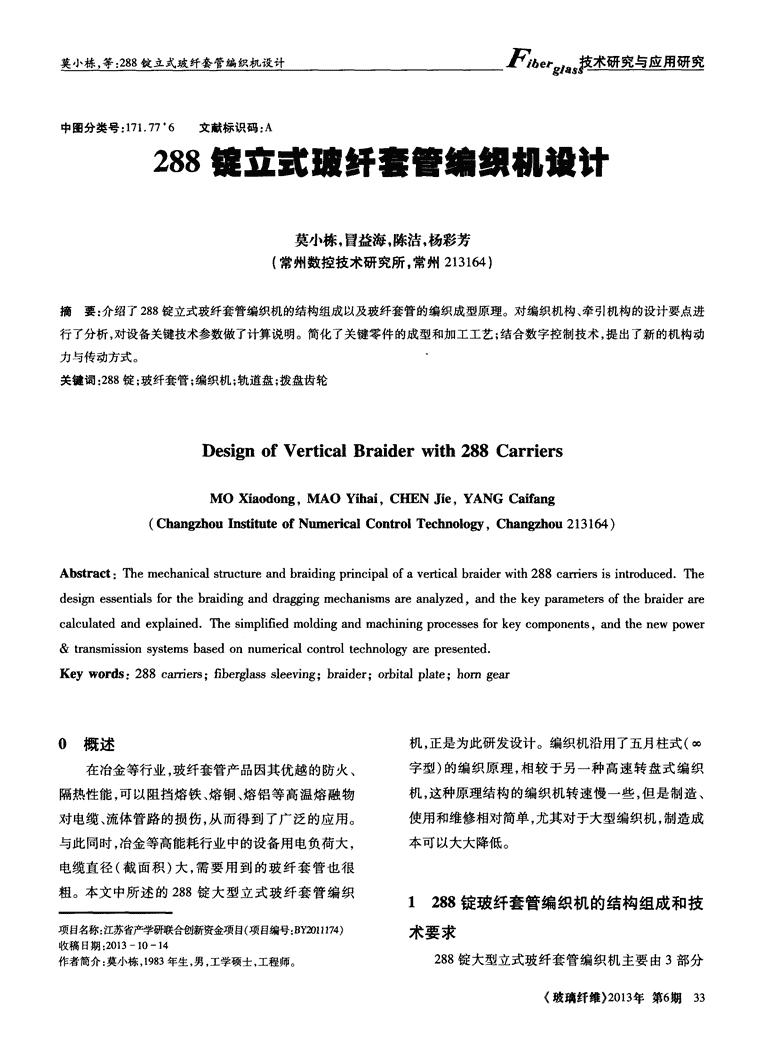
擅逝e黜莫小栋,等:288锭立式玻纤套管编织机设计组成——编织机构、牵引机构、机架支撑,其中编织子为标准外购件,因此轨道盘的锭子轨道宽度直接机构和牵引机构直接决定了玻纤套管产品的成形过根据锭脚尺寸确定,经计算,288立式玻纤套管编织程。在组合方式上,立式编织机编织机构的轨道盘机轨道盘上的轨道槽宽度为7mm。同时,根据选购位于水平面内,编织机构直接安装在机架支撑上,同锭子的大小,依经验确定拨盘中心距(∞字型轨道的时牵引机构置于编织机构上方。节距)尺寸为110mm。1.1编织机构上述轨道盘设计参数以及其他技术参数,见表编织机构是玻纤套管编织机的核心部分,“编1织”的动作就是由这一机构实现的。如图1所示,编表1上述轨道盘设计参数以及其他技术参数织机构的轨道盘上共有两条相互交叉的∞字型轨道,两条轨道上各有一组数量相等、运动方向相反的锭子。从锭子上输出的两组玻纤纱,在预定的∞字型轨道上沿顺逆时针方向环行且相互交织,得到的结果就是连续、封闭的玻纤套管产品。编织机的锭因拨盘齿轮均布于∞字型轨道的节圆圆周方向数对应的是两组锭子总的数量,是决定玻纤套管产上,中心距为110mm,数量为144只,可以推算出:品规格的最主要参数。DI=1lO/sin(360。/144/2)=5042.43mm;编织机构包括以下两个结构部件:轨道盘、拨盘轨道盘外径D(outer)=D1+W=5392.43lain;齿轮。其中轨道盘用于提供如图1所示的锭子运行轨道盘内径D(inner)=D1一W=4692.43mm。轨道,拨盘齿轮给每一只锭子提供动力。由图1可由此可知,轨道盘外形尺寸较为庞大。由于轨知,288锭立式玻纤套管编织机共包含锭子288只,道盘是形成∞字型轨道的关键零件,a。字型轨道槽玻纤纱的数量是288根,拨盘齿轮144只,相邻拨盘的尺寸精度以及表面光洁度等对编织机的性能影响的旋转方向相反。很大,在制造工艺上希望轨道盘是整体成型与数控铣削加工的;但外径接近5.4m的轨道盘,其外形尺寸的庞大导致整体成型与加工均难以实现,或者需要付出巨大的代价。为解决这一矛盾,在设计上直接考虑轨道盘的拼装方案,即将上述外径5392.43mm的轨道盘分割成16等分,分别制造与加工后再两两相接。等分后的轨道盘零件,在空间坐标轴X/Y/Z3个方向上的外形尺寸约为1000mm×200mm×8mm,可以在一般的加工中心上进行数控铣削加工。1.1.2拨盘齿轮的结构设计1.1.1轨道盘结构设计与计算在轨道盘下方,均布了l44只拨盘齿轮,拨盘齿为了制造上的方便以及节约材料等,288锭立轮的齿轮部分两两相互啮合,并形成一个封闭的圆形式玻纤套管编织机的轨道盘设计成圆环形,在其圆传动链。在这个圆形传动链的圆周上,均布12只周方向上均布两条oo字型轨道。由于编织机所用锭4OOw三相异步电机,用于均匀驱动全部l44只拨盘《玻璃纤维)2013年第6期34
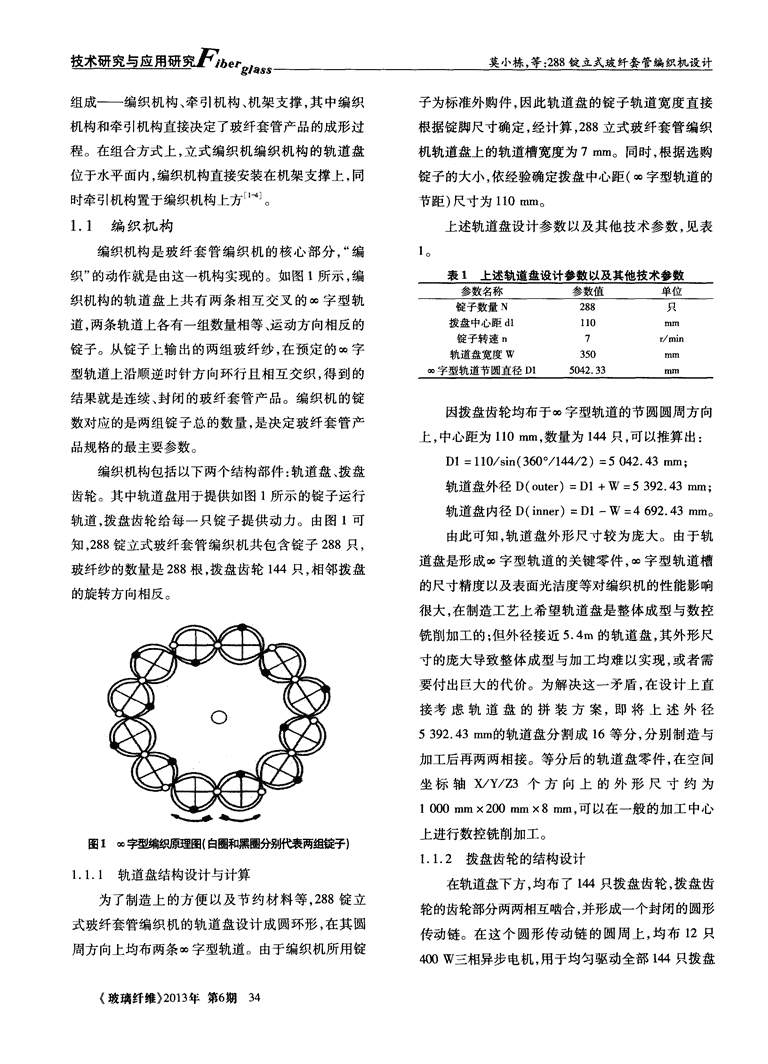
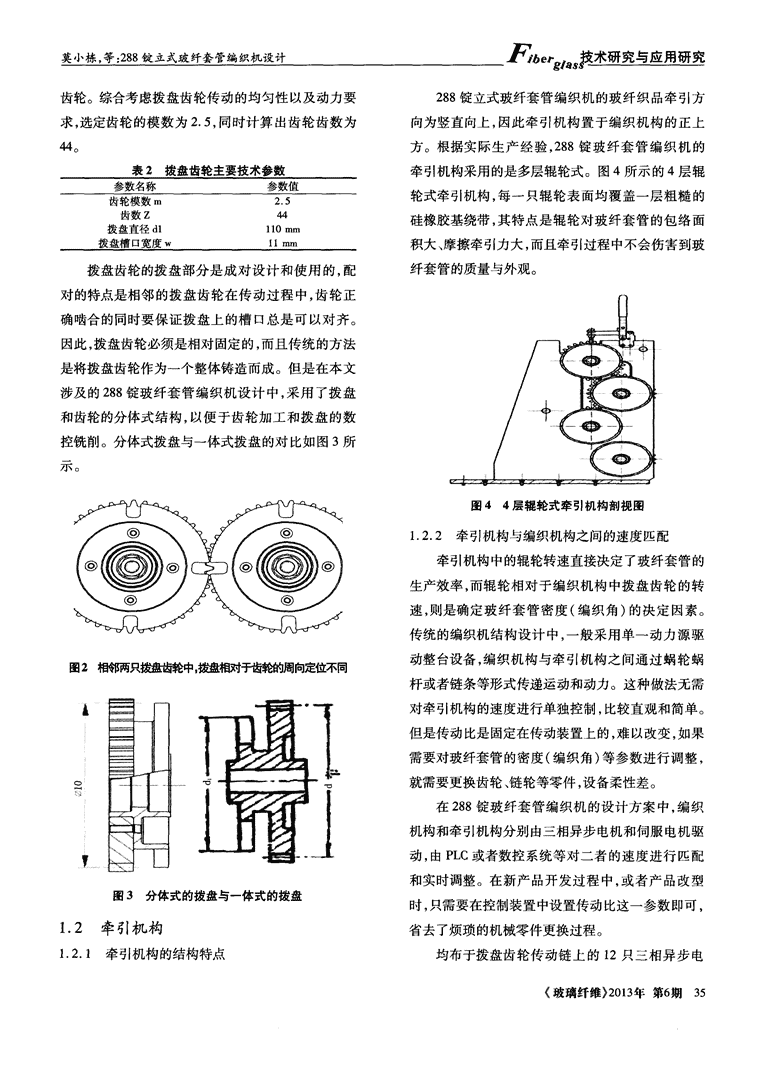
莫小栋,等:288锭立式玻纤套管编织机设计F/6ePga塞堕旦塞s齿轮。综合考虑拨盘齿轮传动的均匀性以及动力要288锭立式玻纤套管编织机的玻纤织品牵引方求,选定齿轮的模数为2.5,同时计算出齿轮齿数为向为竖直向上,因此牵引机构置于编织机构的正上44。方。根据实际生产经验,288锭玻纤套管编织机的表2拨盘齿轮主要技术参数牵引机构采用的是多层辊轮式。图4所示的4层辊参数名称参数值轮式牵引机构,每一只辊轮表面均覆盖一层粗糙的齿轮模数m齿数z硅橡胶基绕带,其特点是辊轮对玻纤套管的包络面拨盘直径dl拨盘槽口宽度w积大、摩擦牵引力大,而且牵引过程中不会伤害到玻拨盘齿轮的拨盘部分是成对设计和使用的,配纤套管的质量与外观。对的特点是相邻的拨盘齿轮c在Ⅱ雪传n动过程中,齿轮正确啮合的同时要保证拨盘上的槽口总是可以对齐。因此,拨盘齿轮必须是相对固定的,而且传统的方法是将拨盘齿轮作为一个整体铸造而成。但是在本文涉及的288锭玻纤套管编织机设计中,采用了拨盘和齿轮的分体式结构,以便于齿轮加工和拨盘的数控铣削。分体式拨盘与一体式拨盘的对比如图3所示。图44层辊轮式牵引机构剖视图1.2.2牵引机构与编织机构之间的速度匹配牵引机构中的辊轮转速直接决定了玻纤套管的生产效率,而辊轮相对于编织机构中拨盘齿轮的转速,则是确定玻纤套管密度(编织角)的决定因素。传统的编织机结构设计中,一般采用单一动力源驱动整台设备,编织机构与牵引机构之间通过蜗轮蜗杆或者链条等形式传递运动和动力。这种做法无需对牵引机构的速度进行单独控制,比较直观和简单。但是传动比是固定在传动装置上的,难以改变,如果需要对玻纤套管的密度(编织角)等参数进行调整,就需要更换齿轮、链轮等零件,设备柔性差。在288锭玻纤套管编织机的设计方案中,编织机构和牵引机构分别由三相异步电机和伺服电机驱动,由PLC或者数控系统等对二者的速度进行匹配和实时调整。在新产品开发过程中,或者产品改型图3分体式的拨盘与一体式的拨盘时,只需要在控制装置中设置传动比这一参数即可,1.2牵引机构省去了烦琐的机械零件更换过程。1.2.1牵引机构的结构特点均布于拨盘齿轮传动链上的12只三相异步电《玻璃纤维)2013年第6期35
e,g,as莫小栋,等:288锭立式玻纤套管编织机设计机,内部集成了1:10的减速器,电机输出转速正常具体到本文中的288锭立玻纤套管编织机,设状态下为144r/min;为方便调整转速,12只三相异定玻纤套管产品的编织角为60。,玻纤套管直径为步电机统一由1只变频器驱动,并且在电机输出端100mm,辊轮直径为150mm,将相关参数值代入上安装旋转编码器以用于电机实际输出转速的监控。述算式(3),可得出牵引辊轮的转速值为55.4r/拨盘齿轮与电机输出轴之间的传动比为1:1。驱动mlno牵引辊轮的伺服电机,同样通过减速器与辊轮联结,4只辊轮之间通过辊轮两端的齿轮传动。2结束语假设锭子转速为n,牵引辊轮直径为D,玻纤套结合冶金等相关企业的实际需求,讨论了288管的编织角为仅(图5),玻纤套管直径为d,牵引辊锭大型立式玻纤套管编织机的结构设计方案并进行轮的线速度为v,牵引辊轮转速为n1,则有以下计算了关键参数的计算。在传统五月柱式编织机的基础公式:上,改进了轨道盘、拨盘齿轮等关键零件的成型和加=竹×d×n/tano~(1)工工艺,对牵引机构的动力传动与结构形式进行了n1=v/(竹×D)(2)新的探索和尝试。该编织机是迄今国内锭数最多的通过代数计算可得锭子转速与牵引辊轮之间的玻纤套管编织机,可生产出满足大多数电缆保护需传动公式:求的玻纤套管产品。nl=(d/D/tana)×n(3)在控制器中设定此参数计算公式,即可实现玻参考文献纤套管产品密度规格的调整。[1]钟喜芳,陈跃平.编织机导向盘常见铸造缺陷分析[J].橡胶技术与装备,1996,(22):26—28.[2]杨雄.电缆编织机收线装置中张力控制机构的改进[J].机械,2002,(29):232—248.[3]解正民.旋转式编织机的机构分析[J].橡胶工业,2002,(49):229—234.[4]周军现,孙尚勇,刘明.24锭高速金属丝编织机噪声源分析与降噪设计[J].噪声与振动控制,1989,(1O):38—40.图5玻纤套管的编织角示意图《玻璃纤维)2013年第6期36