

- 307.96 KB
- 2022-06-17 14:50:17 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
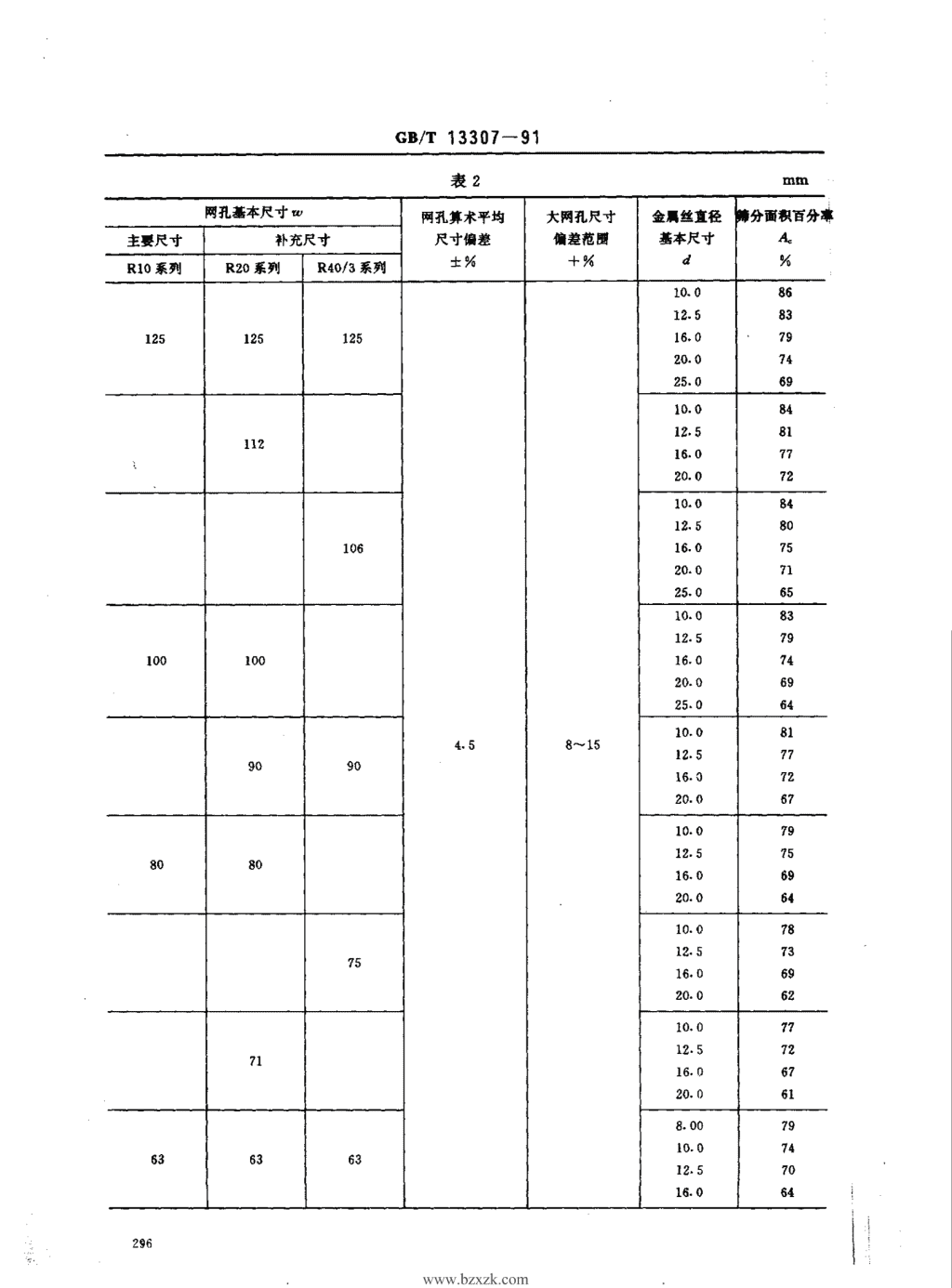
中华人民共和国国家标准预弯成型金属丝编织方孔网GB/T1.3307一91Industrialpre-crimpedwirescreens(squareopeningseries)本标准参照采用ISO4783:3-1981《工业金属丝筛网和金属丝编织网—网孔尺寸和金月丝直径组合选择指南—第3部分:预弯或压力焊金属丝网优先组合》。1主肠内容与适用范围本标准规定了网孔基本尺寸2^-125mm的工业用预弯成型金属丝编织方孔网的型式、尺寸、技术要求、检验方法、验收规则及标志、包装、运翰、贮存。本标准适用于顺粒的筛选,也适用于骨架、支撑、防护等其他用途的预弯成型金属丝编织方孔网(以下简称预弯成型网)。2引用标准GB2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB8605工业网用金属丝3结构型式、型号与尺寸3.1结构型式预弯成型网是预先将金属丝制成波形,然后由经、纬丝有规律的交织而成,其型式分为五种(见表1),3.2尺寸预弯成型网的规格、网孔基本尺寸和金属丝直径应符合表2的规定。国家技术监,局1991一12一14批准1992一10一01实旅.www.bzxzk.com.
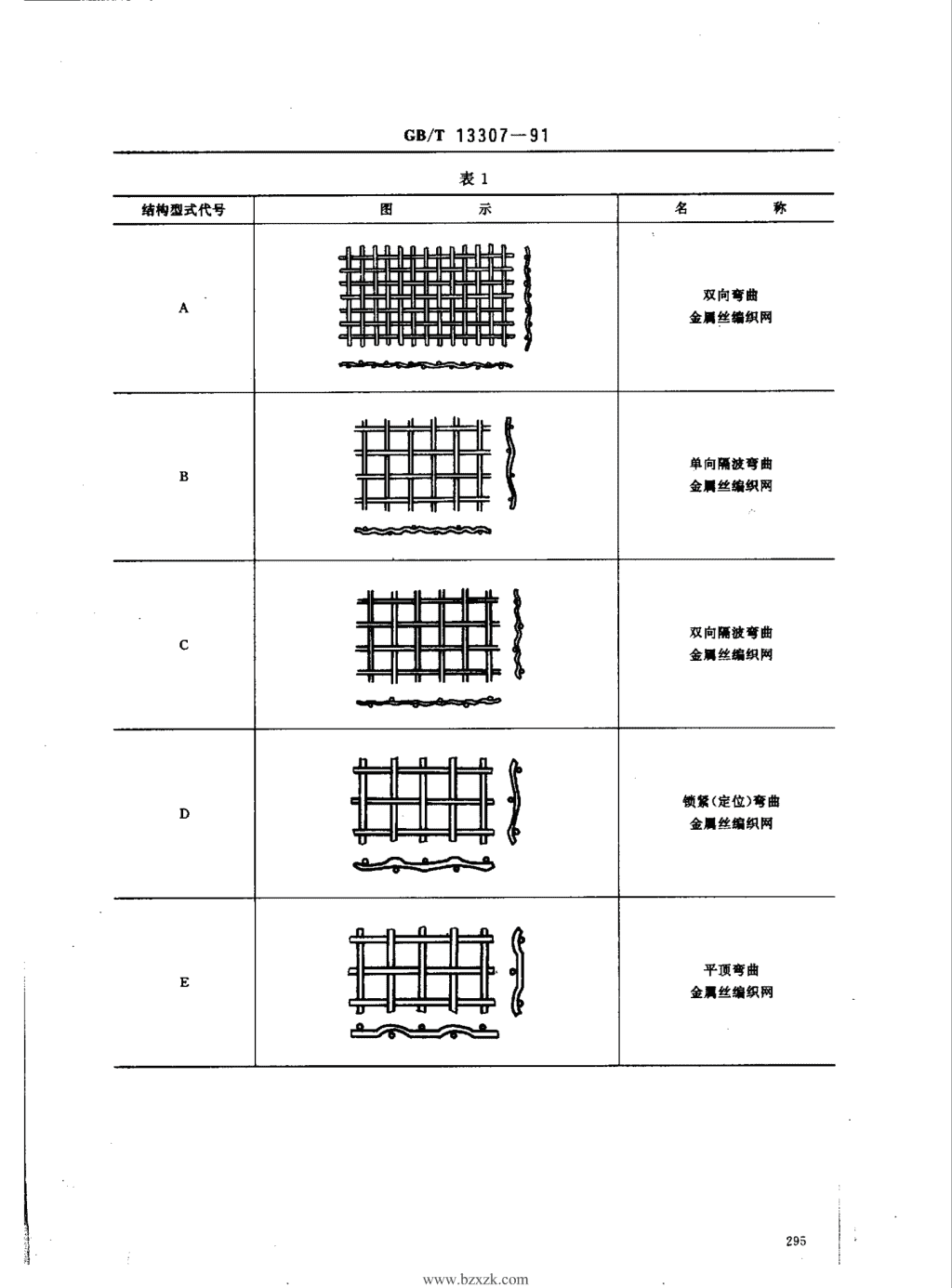
GB/T13307一91表1结构型式代号图示名称柔拜漂漂顺巴己薛酷出由蹄邵旧阁双向专曲A晒已巨而口们门】节口田口履口己金属丝编织网Mnnnn剧n日nfA口-f旧R旧JL口IL}曰旧几1二日仁单向隔波弯曲B馨恒口国}口应}金月丝编织网侣已七萦李3之曰孚趁片写瀚口己仁『11己口〔口已双向隔波夸曲C鹭口团归回}金肠丝编织网一硬,,甲,闷暇翻牟娜台.习口L」口顿萦(定位)夸曲D踞目口口聋口{金属丝编织网嗯洲宁月卜石冷6平顶弯曲E鬓毫{金月丝编织网巴匕布尧已_七.www.bzxzk.com.
cB/T13307一91表2】」Inl网孔基本尺寸留网孔算术平均大网孔尺寸金.丝直径啼分面积百分翻主要尺寸补充尺寸尺寸偏差伯差范围荃本尺寸人士环+线d%R10系列R20系列R40/3系列10.08612.58312512512516.07920.07425.06910.08412.58111216.07720.07210.08412.58010616.07520.07125.0..P.10.08312.57910010016107420.06925.06410.0814.58^-1512.577909016.07220.06710.07912.575808016.06920.06410.07812.5737516.06920.06210.07712.5727116.06720.0618.007s10.07463636312.57016.064296.www.bzxzk.com.
GB/T133D7一91续表2nllll网孔基本尺寸,网孔算术平均大网孔尺寸金属丝直径筛分面权百分百主要尺寸补充尺寸尺寸偏差偏差范围基本尺寸人士%+%d%R10系列R20系列R40/3系列8.007710.0725612.56716.0618007510.07l5312.56516.05,6。30798007450501006912‘56416,0576.30778.0072454510.06712.56116.0S46.3075510~208.006940401006412,5586,3Q748.006837510,063125565.00776307235.58006710.0615.00746.306931.531。531‘58.0064100585.00726.3067288.006010.054297.www.bzxzk.com.
GB/T13307一91续表2们、们,一网孔羞本尺寸仙网孔算术平均大网孔尺寸金月丝宜径肺分面积百分d主要尺寸补充尺寸尺寸偏差偏差范囤蓦本尺寸人士%十%d%R10系列R20系列R40/3系列5.00716.306526.58.005910.0534.00745.006925256.30648.005710.0514.00725.006722.422.46.30618.0054510^-203.15754.006920205.00646.30588.00514.00685.00.X19.6.30568.00503.15724.0067185.00616.30558.00482.50753.15701616164.00645.00586.30515.615252.50723.1567144.00605.00546.3048248.www.bzxzk.com.
cB/T13307一91续表2r「m网孔基本尺寸切网孔算术平均大网孔尺寸金月丝直径啼分面积百分卫主要尺寸补充尺寸尺寸偏差偏差范围基本尺寸人士%+%d%R10系列R20系列R40/3系列3.15654.005913.25.615-255.00536.30462.50693.156412.512.54.00575.00516.30445.610--252.50673.156111.211.23.55584.00545.00482.00692.506410103.15584.00515.00442.24653.15569.54.00505.00431.80692.246496.321^-352.50613.15554.00482.00642.50588863.15513.55484.00441.80642.00617.12.50553.1548?99.www.bzxzk.com.
Gs/T13307一91网孔蓦本尺寸,网孔算术平均大网孔尺寸金月丝!径.分面权百砷主要尺寸补充尺寸尺寸偏差偏差范田羞本尺寸人士%+%d%R10系列R20系列R40/3系列1.80622.5053右.73.1544.00391.60642.00586.36.36.32.50513.15441.60602.00545.65.62.50483.15411.60572.0051552.50443.15381.60561.80534.752.244721^-353.15361.40581.80514.52.24452.50411.255871.60514442.00452.24412.50381.25551.40513.551.60481.80442.00411.00591.25533.351.80422.2436月n日.www.bzxzk.com.
GB/T13307一91续表2nl百n网孔荃本尺寸切网孔算术平均大网孔尺寸金.丝宜径啼分面积百分月主耍尺寸补充尺寸尺寸偏差偏差范田墓本尺寸人士肠十%d%R10系列R20系列R4O/3系列1.12541,40483153.151。60441.80412。0370.90571。12512.8281。4045180371。00511。12482。5251254414041721~351,60370。8056100492.3右1。40391.80320.7158,0,90512。241。土2441.40380.71540.805l222090481.12411.2538注:网孔羞本尺寸优先选用R10系列,其次选用R20系列.如果而要,也可选用R4。/3系列。3.3产品标记3.3.1产品系列代号YFW编织网(网)方孔(方)预弯成型(预)3.3.2标记方法3才卜1.www.bzxzk.com.
GB/T13307一91YFW口/口一口一口一旦X卫些13307标准编号网宽x网长〔以米(m)为单位〕材料结构型式代号(见表1)网孔基本尺寸/金属丝直径产品系列代号3.3.3标记示例示例1:网孔基本尺寸为10mm,金属丝直径为2.50mm,网宽1200mm,网长5000mm,B2F材料,A型编织预弯成型网标记:YFW10/2.50-A-B2F-1.2X5GB13307示例2:网孔基本尺寸为2.5mm,金属丝直径为1.25mm,网宽1000mm,网长25000mm,1Cr18Ni9材料,B型编织预弯成型网标记:YFW2.5/1.25-B-1Cr18Ni9-1X2.5GB133074技术要求4.1金属丝材料应符合GB8605表2的规定。根据不同用途,也可采用其他金属材料。4.2预弯成型网表面应平整、清洁,不应有机械损伤、锈斑等缺陷。4.3网面经丝与纬丝应相互垂直,其允许角度为90^士2".4.4网面边缘金属丝外伸长度应整齐一致。4.5网面内不允许有破断金属丝。4.6网孔算术平均尺寸偏差、大网孔尺寸偏差范围应符合表2的规定。4.7大网孔数量不应多于测量区域内网孔数量的logo4.8金属丝直径偏差应符合GB8605中表1的规定。4.9网面编织缺陷数量每lom“应符合表3的规定。大于或小于10m,的网段缺陷数量应按表3规定的数量比例折算。表3跳线、断纬和不超过500mm长度搭头尺寸不超过3^-5个网孔网孔基本尺寸切倒条总量不多于墓本尺寸的数盆不多于mm个/10m个/10m.>2530>16-2551>8.5-1661>2.65-8.5722.00--2.65824.10网幅宽度为900,1000,1250,1600,2000mm。根据双方协商也可制造其他幅宽的网,其偏差应符合表4的规定。.www.bzxzk.com.
CB/T13307一91表4网孔基本尺寸网幅宽度极限偏差毯40士20>40}士304.11预弯成型网以成块或成卷的方式供应,其方式由供需双方协商。5试验方法5.1网面质量用目视观察,缺陷处及报废部位应做出明显标志。5.2网面经丝与纬丝垂直度用角度仪检验。5.3网孔尺寸应在下列条件下测量:a在网孔对边的中点(图1);图1七.测量部位到网边的距离:网孔基本尺寸w(16mm时,不小于20mm;网孔基本尺寸w>16mm时,不小于3(二十d),c.选用量具时,网孔基本尺寸,簇16mm的选用分度值不低于。.05mm的量具;网孔基本尺寸,>16mm的选用分度值不低于。.5mm的量具或读数值不低于。.1mm的游标卡尺。5.3.1测量网孔时,首先用目测找出大网孔,再用相应的仪器或量具测量。大网孔数量的计算,对于网孔基本尺寸w(16mm应在200mmX200mm网面上测定;对于网孔基本尺寸二>16mm应保证每边能连续测5个网孔基本尺寸网面上测定。5.3.2网孔算术平均尺寸的检验应在网孔尺寸偏差最大处,按经、纬向分别测量三处,各处间的连线均不得与经、纬向平行。测量长度:对于网孔基本尺寸二(16mm,取连续10个网孔所占的长度;对于网孔基本尺寸二>16mm,取连续5个网孔所占的长度.网孔算术平均尺寸按下式计算:石=l/”一d式中:石—网孔算术平均尺寸,mm;Z—测量长度,MM;。—侧量长度上网孔数量,个;d—金属丝直径,mm.5.4网宽用分度值不低于0.5mm的量具测量。5.5金属丝直径偏差采用分度值为。.01mm的量具测量,测量应不少于5处,并将其平均值做为侧量.www.bzxzk.com.
GB/T13307一91值。6验收规则6.1预弯成型网产品由制造厂检验部门检验合格后才能出厂,用户有权对文付产品进行复检。6.2预弯成型网产品采用GB2828规定的一般检查水平11,一次抽样和二次抽样方案进行脸收检查。6.3各检验项目的批量范围和相应的抽样方案见表5,表5抽样方案批量范围判定数合格质t水平检验项目第一样本叭m,A.,凡1AQL第二样本、A}p&13(150::4525151280::网孔算术平均尺寸偏差石7大网孔数量3236网宽偏差281^-5006.532910经纬丝垂直度金属丝直径偏差59501-1200::12137111201^3200::181925成150::6736151-280::910倒条数量跳线数量59281-500::10搭头数量1213断纬数量711501^1200::181911161201^-3200::2627网面断丝不分批量5012.56.4使用说明6.4.1表s中的批量范围是按单位产品为1m2折算。对于批量范围大于3200m"另行确定。网孔算术平均尺寸偏差和大网孔数量应按方案规定的样本大小,分别在经向和纬向进行。6.4.2各项指标有一项不合格,该批即为不合格批。7标志、包装、运轴、贮存7.1标志3u.,.www.bzxzk.com.
ca/T13307一917.,.,成品应附有产品合格证,其内容包括:二产品名称;b.网产品标记,c.数量。d.生产日期;e.质量检验部门印记;f.制造厂名和商标。7.1.2每个外包装表面应标明:a.产品名称;b.网产品标记;c.制造厂名;d.净重和毛重;二出厂日期;f.包装贮运图示标志。7.2包装7.2.1成品的内包装应采用防潮纸及其他不影响网产品表面质量的材料,亦可由供需双方协商确定。7.2.2成品的外包装可用木箱或其他包装材料。7.2.3每个外包装要附有产品合格证等随带文件。7.3运翰、贮存7.3.1运翰过程应有防雨、防潮措施。7.3.2应贮存于干燥及无腐蚀的场所。.www.bzxzk.com.
Ga/T13307一91附录A网面缺陷种类(补充件)A1倒条(图Al:金属丝偏转与网垂直面夹角大于450,图A1A2跳线(图A2):经线或纬线局部交织错误。图A2.www.bzxzk.com.
Gs/T13307一91A3搭头(图A3):在编织过程中经线接头部分。图A3A4断纬(图A4):网面最边经线上无纬部分而形成缺目。图A4.www.bzxzk.com.
GB/T13307一91附录B网面边缘固定连接型式(参考件)B1在工业用预弯成型金属丝编织网与工作面固定连接时,推荐采用以下网面边缘.a.钩型(图B1):适用于金属丝直径等于或大于5mm的预弯成型网。图B1b.撑板钩型(图B2):撑板为1-2mm厚的板料。INNNNNNNN图B2c.铰合型(图B3):适用于金属丝直径等于或大于6.3mm的预弯成型网。图B3d.焊接型(图B4):适用于金属丝直径等于或大于6.3mm的预弯成型网。图B4附加说明:本标准由中华人民共和国机械电子工业部提出。本标准由机械电子工业部机械标准化研究所归口。本标准由机械电子工业部机械标准化研究所负责起草。本标准起草人齐平、柴华。.www.bzxzk.com.