

- 364.06 KB
- 2022-06-16 16:19:13 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
第42卷第7期挥噍织枝禾2014年7月CottonTextileTechnology三维编织技术发展现状及展望杨超群王俊勃李宗迎董红坤贺辛亥(西安工程大学,陕西西安,710048)捅要:总结三维编织技术的发展现状。介绍了三维编织技术的发展历程,分析了四步法编织、二步法编织、多层联锁编织技术的优缺点,以三维编织技术中的四步法编织为例,介绍了该类编织设备中携纱器、编织底盘、打紧机构、输出机构、卷曲机构和控制系统的设计方法,针对当前三维编织技术现状,总结了国内外具有代表性的三维编织设备以及三维编织技术发展面临的挑战。认为:三维编织技术与其设备发展前景广阔。关键词:三维编织机;三维编织技术;携纱器;三维编织复合材料;预制件;卷曲机构中图分类号:TS105.47文献标志码:A文章编号:1001-7415(2014)07-0001-05DevelopmentStatusandProspectof3DBraidingTechnology,ChaoqunWangJunboLiZongyingDongHongkunHeXinhai(XianPolytechnicUniversity,ShaanxiXian,710048)AbstractDevelopmentstatusof3Dbraidingtechnologywassummarized.Developmentcourseof3Dbraidingtechnologywasintroduced.Advantagesanddisadvantagesofbraidingtechnologywereanalyzedincludingfour—stepbraid—ing,two—stepbraidingandmulti·layerinterlockbraiding.Takingfour-stepbraidingasexample,relateddesignmethodsinbraidingequipmentswereintroducedincludingyarncartier,braidingchassis,tighteningdevice,outputdevice,take—updeviceandcontrolsystem.Accordingto3Dbraidingtechnologydevelopmentstatus,representative3Dbraidingequip—mentsathomeandabroadweresummarizedaswellaschallengeof3Dbraidingtechnologydevelopmentfaced.Itiscon—sideredthat3Dbraidingtechnologyandequipmentdevelopmentprospectarebroad.KeyWords3DBraidingMachine,3DBraidingTechnology,YarnCarrier,3DBraidedCompositeMaterial,Prefab—ricatedPart,Take—upDevice三维编织技术具有较强的仿形编织能力,可设计流程两方面介绍分析了现有三维编织技术的以实现复杂结构的整体编织⋯。近年来,发达国研究现状和进展,总结了其所面临的挑战和发展家对三维编织复合材料成型装备技术研究取得了方向。突破性进展,自动控制的三维成型装备研究已经取得成功。我国对复合材料成型技术的研究始于1三维编织技术的发展历程2O世纪7O年代,经过3O多年的发展,工艺技术水平有了很大进步,但与发达国家相比,产品质量三维编织技术是二维编织技术的拓展,主要不高,使用水平仍较落后。出于对经济利益和国应用于复合材料增强织物的织造。美国最先致力家军事战略利益的考虑,发达国家对复合材料技于多向增强复合材料在航天上的应用研究。20术采取保护政策,特别是对航空航天等领域的高世纪7O年代初,美国通用电气公司根据常规的编性能复合材料预成型装备采取技术封锁。织绳原理发明了万向编织机;20世纪70年代中本文从三维编织技术的发展历程及其设备的期,法国欧洲动力公司也发明了类似的编织机;20世纪80年代初,美国Gumagna公司发明了磁编基金项目:陕西省科学技术研究发展计划项目(2013K07-20);西技术,自此三维编织技术得到了迅速发展。安工程大学博士科研启动基金项目(BS1302)随着三维编织技术的不断进步,多种编织工作者简介:杨超群(1987.),男,在读硕士研究生;王俊勃,通信作艺相继出现,最常用的编织工艺有四步法、二步法者,教授,wangjunbo@xpu.edu.en收稿13期:2014-02-10以及其后发展的多层联锁编织工艺。
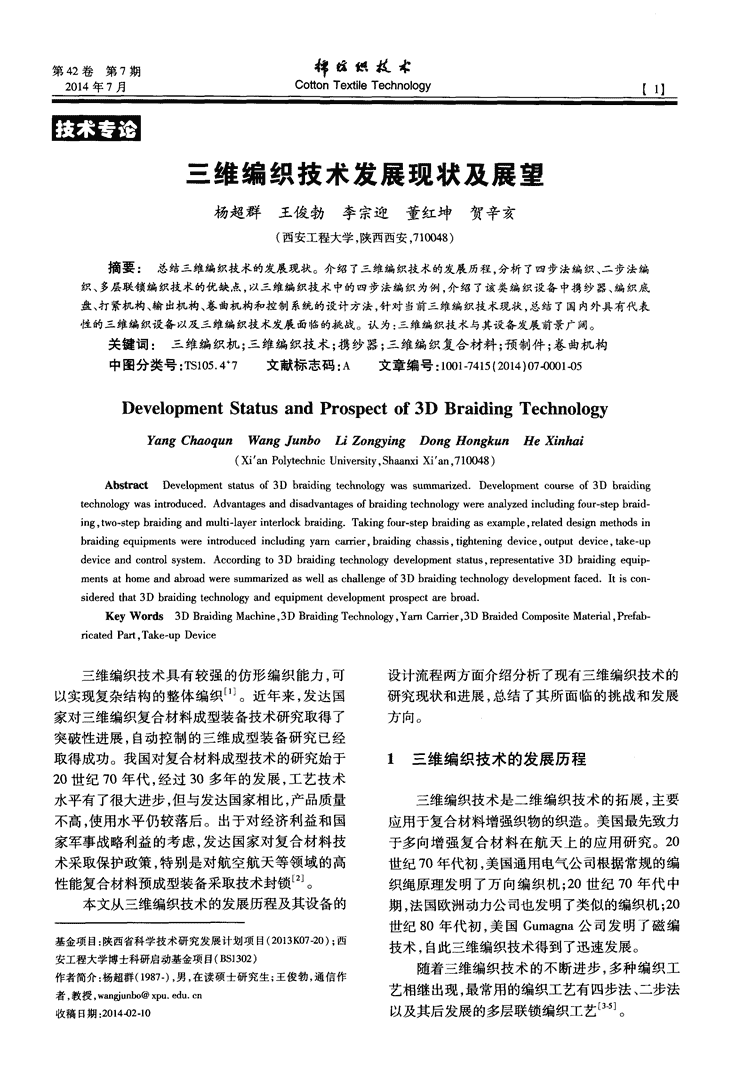
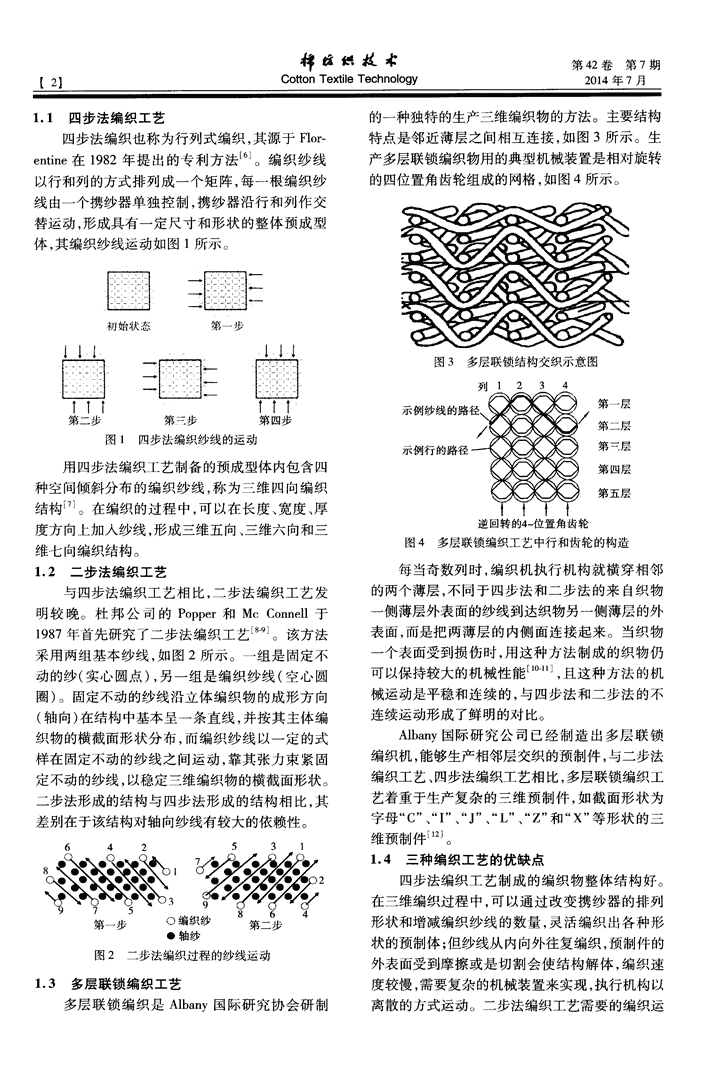
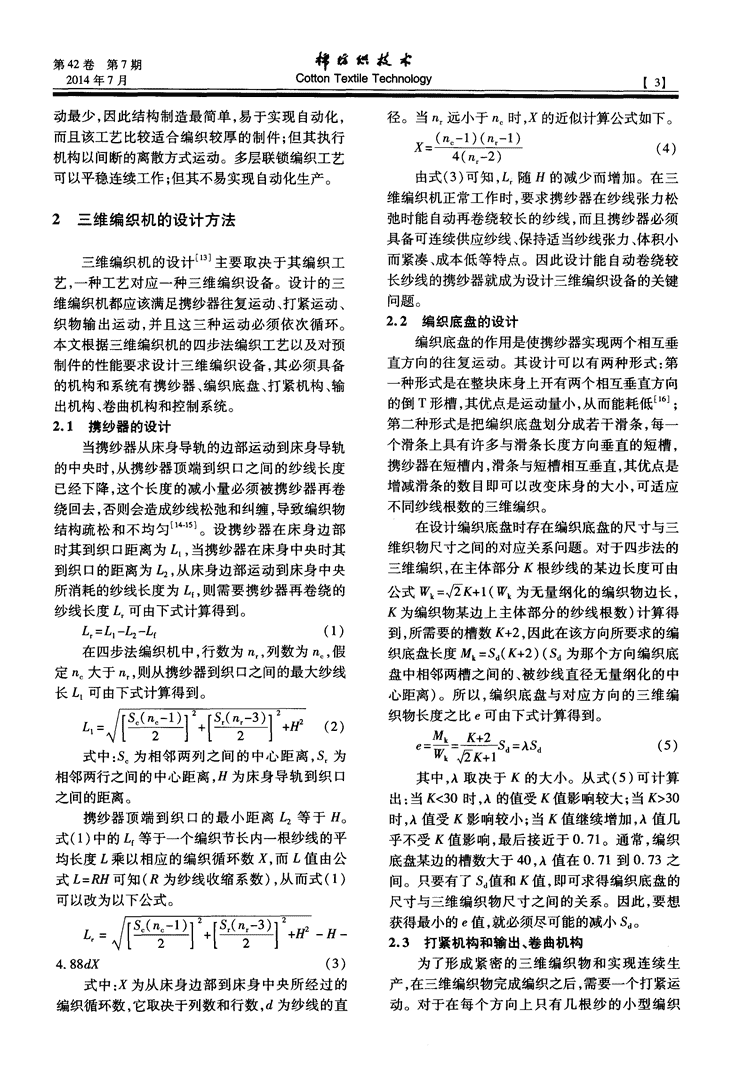
择瞌织技术第42卷第7期【2】Co~onTextileTechnology2014年7月1.1四步法编织工艺的一种独特的生产三维编织物的方法。主要结构四步法编织也称为行列式编织,其源于Flor—特点是邻近薄层之间相互连接,如图3所示。生entine在1982年提出的专利方法J。编织纱线产多层联锁编织物用的典型机械装置是相对旋转以行和列的方式排列成一个矩阵,每一根编织纱的四位置角齿轮组成的网格,如图4所示。线由一个携纱器单独控制,携纱器沿行和列作交替运动,形成具有一定尺寸和形状的整体预成型体,其编织纱线运动如图1所示。圈三国圈初始状态三团第一步图3多层联锁结构交织示意图第一层示例纱线的路第二步第i步第四步第二层图1四步法编织纱线的运动示例行的路径第i层用四步法编织工艺制备的预成型体内包含四第四层种空间倾斜分布的编织纱线,称为三维四向编织第五层结构71。在编织的过程中,可以在长度、宽度、厚逆回转的4一位置角齿轮度方向上加入纱线,形成三维五向、三维六向和三图4多层联锁编织工艺中行和齿轮的构造维七向编织结构。1.2二步法编织工艺每当奇数列时,编织机执行机构就横穿相邻与四步法编织工艺相比,二步法编织工艺发的两个薄层,不同于四步法和二步法的来自织物明较晚。杜邦公司的Popper和McConnell于一侧薄层外表面的纱线到达织物另一侧薄层的外1987年首先研究了二步法编织工艺。该方法表面,而是把两薄层的内侧面连接起来。当织物采用两组基本纱线,如图2所示。一组是固定不一个表面受到损伤时,用这种方法制成的织物仍可以保持较大的机械性能¨“J,且这种方法的机动的纱(实心圆点),另一组是编织纱线(空心圆圈)。固定不动的纱线沿立体编织物的成形方向械运动是平稳和连续的,与四步法和二步法的不(轴向)在结构中基本呈一条直线,并按其主体编连续运动形成了鲜明的对比。织物的横截面形状分布,而编织纱线以一定的式Albany国际研究公司已经制造出多层联锁样在固定不动的纱线之间运动,靠其张力束紧固编织机,能够生产相邻层交织的预制件,与二步法定不动的纱线,以稳定三维编织物的横截面形状。编织工艺、四步法编织工艺相比,多层联锁编织工二步法形成的结构与四步法形成的结构相比,其艺着重于生产复杂的三维预制件,如截面形状为差别在于该结构对轴向纱线有较大的依赖性。字母“C”、“I”、“J’,、“L”、“z”和“x”等形状的三维预制件。1.4三种编织工艺的优缺点2四步法编织工艺制成的编织物整体结构好。在三维编织过程中,可以通过改变携纱器的排列第一步。编形状和增减编织纱线的数量,灵活编织出各种形●轴状的预制体;但纱线从内向外往复编织,预制件的图2二步法编织过程的纱线运动外表面受到摩擦或是切割会使结构解体,编织速1.3多层联锁编织工艺度较慢,需要复杂的机械装置来实现,执行机构以多层联锁编织是Albany国际研究协会研制离散的方式运动。二步法编织工艺需要的编织运
第42卷第7期择垢技术2014年7月CottonTextileTechnology【3】动最少,因此结构制造最简单,易于实现自动化,径。当n远小于。时,的近似计算公式如下。而且该工艺比较适合编织较厚的制件;但其执行一^:=~4(n2(f4)l机构以间断的离散方式运动。多层联锁编织工艺一)可以平稳连续工作;但其不易实现自动化生产。由式(3)可知,L随圩的减少而增加。在三维编织机正常工作时,要求携纱器在纱线张力松2三维编织机的设计方法弛时能自动再卷绕较长的纱线,而且携纱器必须具备可连续供应纱线、保持适当纱线张力、体积小三维编织机的设计-1主要取决于其编织工而紧凑、成本低等特点。因此设计能自动卷绕较艺,一种工艺对应一种三维编织设备。设计的三长纱线的携纱器就成为设计三维编织设备的关键维编织机都应该满足携纱器往复运动、打紧运动、问题。织物输出运动,并且这三种运动必须依次循环。2.2编织底盘的设计本文根据三维编织机的四步法编织工艺以及对预编织底盘的作用是使携纱器实现两个相互垂制件的性能要求设计三维编织设备,其必须具备直方向的往复运动。其设计可以有两种形式:第的机构和系统有携纱器、编织底盘、打紧机构、输一种形式是在整块床身上开有两个相互垂直方向出机构、卷曲机构和控制系统。的倒T形槽,其优点是运动量小,从而能耗低;2.1携纱器的设计第二种形式是把编织底盘划分成若干滑条,每一当携纱器从床身导轨的边部运动到床身导轨个滑条上具有许多与滑条长度方向垂直的短槽,的中央时,从携纱器顶端到织口之间的纱线长度携纱器在短槽内,滑条与短槽相互垂直,其优点是已经下降,这个长度的减小量必须被携纱器再卷增减滑条的数目即可以改变床身的大小,可适应绕回去,否则会造成纱线松弛和纠缠,导致编织物不同纱线根数的三维编织。结构疏松和不均匀~4-1s]。设携纱器在床身边部在设计编织底盘时存在编织底盘的尺寸与三时其到织口距离为厶,当携纱器在床身中央时其维织物尺寸之间的对应关系问题。对于四步法的到织口的距离为,从床身边部运动到床身中央三维编织,在主体部分K根纱线的某边长度可由所消耗的纱线长度为,则需要携纱器再卷绕的公式=√2K+1(为无量纲化的编织物边长,纱线长度£可由下式计算得到。K为编织物某边上主体部分的纱线根数)计算得L=l-L2-Lf(1)到,所需要的槽数K+2,因此在该方向所要求的编在四步法编织机中,行数为n,列数为rl,,假织底盘长度M=.s(K+2)(Sd为那个方向编织底定i1,大于17,,则从携纱器到织口之间的最大纱线盘中相邻两槽之间的、被纱线直径无量纲化的中长L可由下式计算得到。心距离)。所以,编织底盘与对应方向的三维编织物长度之比e可由下式计算得到。=/[So(2-1)]2+[Sr(2-3).]2+H2(2)~a㈥式中:|s为相邻两列之间的中心距离,Js为相邻两行之间的中心距离,日为床身导轨到织口其中,A取决于K的大小。从式(5)可计算之间的距离。出:当K<30时,A的值受K值影响较大;当K>30携纱器顶端到织口的最小距离£等于日。时,A值受K影响较小;当值继续增加,A值几式(1)中的等于一个编织节长内一根纱线的平乎不受K值影响,最后接近于0.71。通常,编织均长度乘以相应的编织循环数,而L值由公底盘某边的槽数大于40,A值在0.71到0.73之式=删可知(R为纱线收缩系数),从而式(1)间。只要有了.s值和K值,即可求得编织底盘的可以改为以下公式。尺寸与三维编织物尺寸之间的关系。因此,要想获得最小的e值,就必须尽可能的减小S。√【】+【2一]+H2一H一2.3打紧机构和输出、卷曲机构4.88dX(3)为了形成紧密的三维编织物和实现连续生式中:为从床身边部到床身中央所经过的产,在三维编织物完成编织之后,需要一个打紧运编织循环数,它取决于列数和行数,d为纱线的直动。对于在每个方向上只有几根纱的小型编织
挥织枝第42卷第7期【4】ColonTextileTechnology2014年7月机,在几个编织循环之后,纱线通过整个编织结构器底盘上有规律地运动,带动纱线相互交织,形成张力就能收缩织物,不需要打紧机构。但在三维整体织物。由于现有的角轮式编织设备所能安装编织物的一个方向上有多根纱线时,要经过许多的携纱器数量较小,使得采用该工艺制成的三维编织循环,纱线才通过整个编织结构,此时,纱线编织物尺寸和形状受到了限制。该设备具有高速张力不能有效收紧三维编织物,需要打紧机构来编织成形的优势,而行列式编织设备具有结构紧迫使三维编织物收紧。为了提高生产效率,设计凑、成本低、通用性好等特点。最近,Albany公司时一般使多根打紧杆同时作用,缩短每一次编织开发的角轮式三维圆形编织机能够生产相邻层交循环的打紧运动时间。打紧机构可以由步进电动织的编织预制件。机来推动,也可以由气缸推动。1994年美国AtlanticResearch公司研制了圆当三维编织物经过打紧运动之后,就必须通形三维编织机,可挂14000根纱;1996年天津工过卷取机构输出编织物。输出、卷取机构与一般业大学复合材料研究所研制了由计算机控制织机的卷取机构类似,不同之处在于:每次从织口的方形三维编织机,该设备可以挂40000根纱,引出的三维编织物的长度由编织物的节长所决是目前国内最大、最先进的三维编织设备。近期,定,并可以调节;输出、卷取机构对三维编织物应Herzog公司设计了三维实体编织机,由布置的该有一定的握持力,以便形成紧密的三维编织物。多行和多列方阵中的转子组成,通过增加轴向纱2.4控制系统和调整编织纱来改变织物的几何形状,以编织出三维编织机控制系统的作用是使携纱器在编各种形状复杂的预制件。织底盘上做往复运动。完成该运动的机构有凸轮为了生产更大尺寸、更复杂的三维编织预制机构、连杆机构、步进电动机和气缸等。如何控制件,三维编织最近的研究热点集中在织物结构和动力源以便使执行机构完成相应运动是要考虑的编织工艺上。天津工业大学复合材料研究所成功关键问题¨,其控制流程如图5所示。研制了组合式三维编织机,标准化的编织单元通过灵活组合,可满足不同形状和尺寸的编织要求。美国3Tex公司也推出组合式角轮式编织机,可以连续编织截面为T形等的预制件。4三维编织技术发展面临的挑战虽然三维编织技术在编织预制件时有其独特图5四步法编织机控制流程图优势,但到目前为止,三维编织设备仍处于研究阶段,可用于商业化生产的大型三维编织机很少,其3三维编织设备的发展现状应用也较少,究其原因主要有以下几方面。(1)在加工形状复杂的制件时存在困难,织三维编织设备的研制始于20世纪60年代后造工序较为复杂,加大了编织路径自动规划及设期。1973年德国Maistre公司研制的全自动三维备自动控制的难度,急需开发与之对应的大型编编织机被认为是第一台三维编织设备,可以编织织设备;4x2的三维编织物18]。1989年美国北卡罗来纳(2)现有的编织设备在加工厚度方向要求很大学成功研制了可以连续喂纱的四步法三维编织大的制件时存在一定困难。如何使织物沿着厚度设备-.,编织效率有了明显提升。方向延伸,是现有三维编织设备所面临的一个难随着三维编织技术的发展,目前已经出现了题;大量的三维编织设备,其中有代表性的是行列式(3)三维编织复合材料的分析研究几乎都集编织设备与角轮式编织设备。角轮式编织中中在三维四步法编织或二步法编织,材料品种较携纱器按照一定的规律安装在角导轮的缺口中,少,研究范围受到限制,不利于材料的性能优化。角导轮转动带动携纱器运动,将携纱器从一个角相应的新型编织方法及其设备有待于进一步开导轮传递到另一个角导轮上,从而使携纱器在机发。现有的三维编织设备也存在许多技术难关,
第42卷第7期郜虚技术2014年7月Co~onTextileTechnology【5】如携纱器在编织底盘上运动的流畅性;机器尺寸[J].SAMPEQuarterly,1986(17):10—16.较小时增加携纱器数量的问题;同一台机器上编[10]杨彩云,李嘉禄.复合材料用3D角联锁结构预制件织不同预制件的问题;纱线的张力控制问题等都的结构设计及新型织造技术[J].东华大学学报,2005(5):53·58.有待解决。[11]BROOKSTEINDS.多层联锁编织——一种生产纺织增强制品的新方法[J].产业用纺织品,1993(2):5结束语33—36.[12]RUZANDJM,GUENOTG.MultiaxialThree—Dimen—在航空航天工业发展的推动下,三维成型装sionaiFabricandProcessforItsManufaeture:Interna—备等关键技术的研究取得了突破性进展。在四步tionalPatentWO20658fP].1994-9—15.法、二步法、多层联锁编织工艺基础上研发出的三[13]道德锟,吴以心,李兴国.立体织物与复合材料维编织设备大量出现,其机械化、自动化水平不断[M].上海:中国纺织大学出版社,1997:62.提高。我国三维复合材料成型技术经过3O多年[14]朱建勋,蒋云,陆晓华,等.三维编织机锭子、轨道及锭槽结构尺寸的选择[J].宇航材料工艺,1998(3):的发展,已有很大进步,但与国外相比,产品质量49-53.不高、使用功能远落后于国际水平。随着三维编[15]唐雯,敖利民,张致祥.四步法编织载纱装置设计思织工艺的不断发展,航空航天工业对复合材料的想[J].河北轻化工学院学报,1998(2):41-44.性能要求越来越高,现有的三维编织设备难以编[16]冯威.新型三维织物编织机:中国,200610145861.4织出大而厚的预制件,设计与研发高水平的三维[P].2006—11-21.编织机具有较强的研究与应用价值。[17]PAULGROLINCIKJR,廉茂林.三维自动编织技术[J].宇航材料工艺,1988(5):45_48.参考文献:[18]YASUIY,ANAHARAM,OMORIH.ThreeDimen—sionalFabricandMethodforMakingtheSame:US,陈利.三维纺织技术在航空航天领域的应用[J].航5091246[P].1992-02—25.空制造技术,2008(4):4749.[19]YASUIY,HORIF,AMANOM,eta1.MethodandAp—[2]陈利,孙颖,马明.高性能纤维预成形体的研究进展paratusforProductionofAThree—dimensionalFabric:[J].中国材料进展,2012(10):24—33.US,5772821[P].1998-06-30.[3]曹宜英,薛少林.复合材料用三维编织物的现状与[20]单忠德,刘丰,乔娟娟.复合材料三维织造成形技术发展[J].陕西纺织,2002(4):32—34.及装备[C]//2011年“天山重工杯”全国机电企业[4]马文锁,赵允岭,冯伟.三维编织复合材料理论研究工艺年会暨第五届机械工业节能减排工艺技术研进展[J].材料科学与工程学报,2006(4):631-635.讨会论文集.北京:中国机械制造工艺协会,2011:[5]周凤飞.三维纺织技术发展现状[J].产业用纺织405-407.品.1996(3):l3—16.『21]CECILOHUEYJR.DevelopmentofGeneralized3-D[6]FLORENTINERA.ApparatusforWeavingAThree—BraidingMachinesforCompositePreforms[J].Compo—DimensionalArticle:US.4312261『P].1982-01-26.siresEngineering,1993,3(3):209-218.[7]TONGL,MOURITZAP,BANNISTERMK.3DFibre[22]孙涛.三维异型整体编织工艺的研究和三维编织设ReinforcedPolymerComposites[M].Amsterdam:备及织物的研制[J].天津工业大学学报,2001(3):81.Elsevier,2002:55-68.[8]GAUSELW.ALPERJ.StructuralPropertiesofBrai—[23]KadirBilisik.Three-dimensionalBraidingforCompos—dedGraphite/EpoxyComposites[J].ASTMJournalofites[J].TextileResearchJournal,2013,83(13):1414—1436.CompositesTechnologyResearch,1987,9(4):141—150.[24]DmitriMungalov,Raleigh.Automated3-DBraiding[9]BRUNOPS,KEITHDO,VICARIOAA.Automati—Machine:US,6439096B1[P].2002—8—27.callyWovenThreeDimensionalCompositeStructures